随着主机厂对降本与减重的双重诉求,现阶段的底盘控制臂呈现出铝件与高强度钢件深度混用的常态。如果配套的橡胶衬套无法针对不同金属基材进行精准的工艺匹配,极易在项目交付或实车路测阶段爆发压装干涉与早期异响问题。
解决铝制控制臂衬套失效的核心,在于重新调整橡胶动静刚度以匹配铝材的共振特性,并通过精准的过盈量设计与防腐涂装,彻底根除推脱力不足与生锈隐患。

作为拥有40余年橡胶减震产品开发经验的源头制造商,江西光益减震系统有限公司(成立于1998年)深知新材料切换带来的工程挑战。凭借自建的庞大橡胶材料数据库与200余台涵盖机加工、表面处理、高端硫化的制造设备,光益减震专为全球Tier 1供应商及主机厂提供高标准定制服务,从源头化解底盘轻量化的痛点。
铝制控制臂换胶套后异响是什么原因?
为什么原本在冲压钢制摆臂上表现优异的衬套,一旦压入锻造或压铸铝臂,在通过减速带或粗糙路面时就会频发高频异响?这是许多底盘工程师在项目初期最常去搜索的问题。
核心原因在于铝材较轻,导致整个底盘的共振频率发生漂移。江西光益通过联合研发与400Hz高频动态性能测试,精准重塑胶套动静刚度比,彻底消除路面传导的高频共振异响。
为什么铝摆臂更容易产生共振?如何调校橡胶刚度?
在传统的燃油车底盘架构中,钢制控制臂质量比较大,NVH低频滤震主要依赖橡胶自身的标准阻尼特性就可以搞定。但是当底盘件换成高强度的铝合金后,簧下重量大幅减轻(降幅往往在25%-40%之间),这种物理改变会导致整个悬架系统的“共振频率”明显向高频段漂移。如果Tier 1工厂继续沿用以前配方的橡胶衬套,路面上细碎的震动就无法被橡胶主轴有效吸收。这些高频微震会直接穿透副车架传到车厢里,听起来就是刺耳的“嗡嗡”轰鸣声或沉闷的金属敲击声。此外,受力模型的改变也会加剧铝臂与车身连接处的微观摩擦异响。
面对这种由轻量化引起的噪音,简单粗暴地“把橡胶做软”是行不通的,那会牺牲整车的操控和过弯支撑力。江西光益减震依托数十年的配方经验,在建立的专属橡胶材料数据库(S/N,E/N曲线)支持下,重新调整天然橡胶与特种合成橡胶的比例。我们通过微调硫化体系与炭黑补强剂,重构橡胶的损耗角正切值(Tan δ)。这让衬套在转弯、急刹车等低频大位移时保持足够的硬度支撑,而在面对高频小震动时又能变得足够柔软。在光益减震的试验中心,我们使用400Hz高频动态性能测试机进行反复打磨,确保定制配方能有效消除共振:
| 测试维度 | 传统钢套常规配方 | 光益铝臂专用定制配方 | 实际降噪效果体验 |
|---|---|---|---|
| 动静刚度比 (Kd/Ks) | 1.8 - 2.0(偏硬) | 1.3 - 1.5(深度优化) | 高频振动传递率显著降低30% |
| 高频动刚度 (100-400Hz) | 明显变硬,曲线急剧上升 | 平稳增长,动态增幅可控 | 彻底消除路面细碎震动与车厢轰鸣声 |
| 低频大振幅过滤表现 | 标准液压或纯橡胶阻尼 | 优化内部骨架与阻尼结构 | 过减速带声音更干脆沉闷、无多余余震 |
铝底盘件与钢衬套接触面生锈腐蚀怎么办?
铝合金摆臂内孔与金属钢套直接压装后,短时间内经常会在接触面产生白锈和红锈,最后导致结构件抱死或者出现明显缝隙,严重影响底盘使用寿命。
这是因为铝和钢接触产生了电化学腐蚀。江西光益采用全自动抛丸、磷化产线以及双层特种防腐涂层隔离工艺,切断原电池反应,在1000小时盐雾测试中确保结合面绝不生锈。

铝和钢压在一起为什么会生锈?防腐涂层怎么做?
这是底盘行业内典型的“电化学腐蚀(Galvanic Corrosion)”难题。从金属特性来看,铝的金属电位较负(充当阳极),钢外壳的金属电位较正(充当阴极)。当车辆行驶在雨雪、泥泞或冬季撒了融雪盐的路面时,水分和氯离子渗入压装的微小缝隙,铝臂和钢衬套之间就形成了一个完美的“微型原电池”。在这个过程中,铝材会被加速氧化腐蚀掉(产生粉末状的白锈并不断剥落),钢套则会生出红褐色铁锈。一旦腐蚀恶化,压装界面的紧密配合就会被破坏,胶套就会在孔里打滑、松动,甚至完全脱出,引发致命的行驶安全隐患。
要彻底解决这个电位差引发的生锈问题,就必须在铝和钢之间穿上一件“绝缘防护服”,进行物理隔离。江西光益减震拥有行业内领先的全自动涂胶、抛丸、磷化生产线,绝不外包关键工序。我们在钢套机加工完成后,先通过高精密抛丸打毛表面,接着进行自动化磷化处理。最关键的一步是,我们在钢套外侧均匀涂布厚度精准的高分子防腐隔离胶(采用底涂加面涂的双层重防腐工艺)。在高温高压的硫化成型阶段,这层涂层不仅能把橡胶和金属死死粘结,更会在钢套表面形成一层致密的绝缘膜,彻底阻断电子传递。我们在厂内盐雾试验箱中对不同工艺进行了严苛对比:
| 表面处理工艺 | 480小时中性盐雾测试 (NSS) | 1000小时中性盐雾测试 (NSS) | 实际装车表现与寿命 |
|---|---|---|---|
| 普通镀锌 / 发黑处理 | 出现明显红白锈斑块 | 大面积深度腐蚀,涂层完全脱落 | 压装间隙变大,极易松脱并伴随异响 |
| 光益绝缘防腐涂覆工艺 | 表面光洁,无任何腐蚀迹象 | 零起泡,锈蚀零蔓延 | 过盈配合长期稳定,终身不生锈 |
铝摆臂压装衬套推脱力不合格、易松脱怎么解决?
在装配产线上,Tier 1厂家经常头疼一个问题:衬套压进铝臂后,推脱力(Push-out Force)测试不达标,或者在做极限过弯测试时,衬套直接从孔里滑出来,导致整批底盘件报废。
由于铝的膨胀系数大且偏软,强压易导致内孔刮伤失稳。江西光益通过计算阶梯微过盈量,并在外管引入微观滚花设计,利用形变咬合确保高低温下的极限推脱力标准。

铝臂压装胶套多大过盈量合适?怎么防高温脱落?
铝合金材质的屈服强度比汽车级钢材软得多。如果Tier 1工厂直接照搬以前钢制摆臂的“过盈量”尺寸(数值通常给得比较大),在用压机硬压进去的时候,坚硬的钢质衬套外管就会像一把“刨刀”一样,把铝臂内孔狠狠刮花。内壁一旦被拉伤产生沟槽,实际的摩擦接触面积就会直线下降,推脱力自然就不合格了。另一个致命因素是,铝受热膨胀的程度几乎是钢的两倍。在激烈驾驶、刹车盘产生高温时,铝孔会随受热变大,原本常温下压得紧紧的胶套瞬间松旷,极易引发脱落危险。
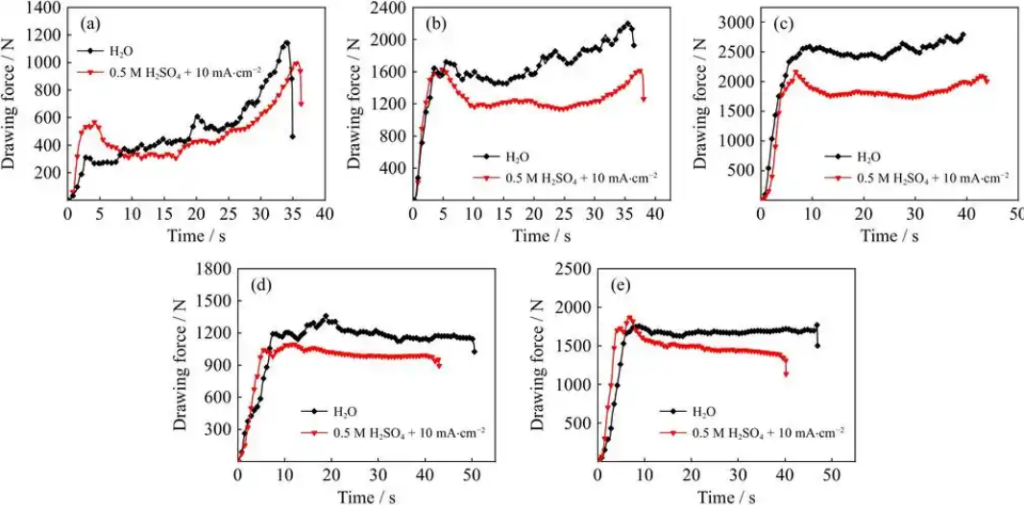
为了保证衬套在极寒和高温工况下都绝不松脱,江西光益的工程团队对衬套外壳进行了重新设计。第一步,我们通过大量数据积累,精确算出了最合适的“微过盈量”,防止在压入初期刮伤较软的铝孔;第二步,我们在外管表面用CNC加工出特殊的“微观滚花纹理(Knurling)”或细微锥度。压装时,这些硬质纹理能通过微观形变死死“咬住”铝材内壁。这种巧妙的设计既降低了压入力(保护铝臂不断裂),又极大提升了反向拔出的阻力。我们在厂内利用100KN、200KN电子拉力机进行了海量实测:
| 测试项目 | 传统大过盈量硬压工艺 | 光益滚花与微过盈优化设计 | 解决的核心痛点 |
|---|---|---|---|
| 压入力 (Push-in Force) | 极高,极易刮花拉伤铝材内孔 | 力量平滑适中,完美保护铝材 | 大幅提升Tier 1产线首次装配良品率 |
| 常温推脱力 (Push-out) | 刚刚及格,批次数据不稳定 | 远超车企规定的高标准下限 | 保证日常颠簸路况下胶套绝不脱出 |
| 120℃高温推脱力表现 | 力量衰减超40%,极易打滑松动 | 始终保持在常温拉力的85%以上 | 保障激烈驾驶、下长坡时的底盘绝对安全 |
悬架控制臂胶套的疲劳寿命与刚度如何测试?
新能源汽车因为背着沉重的电池包,自重很大,且电机瞬间输出的扭矩非常猛,这对底盘受力件的抗拉扯和疲劳寿命提出了极高的考验。怎么证明这些胶套能用十年都不坏?
江西光益在开模前利用CAE有限元分析优化应力分布,配合自有的多通道机械疲劳测试平台,模拟百万次真实交变载荷,确保产品通过最严苛的整车DVP验证。
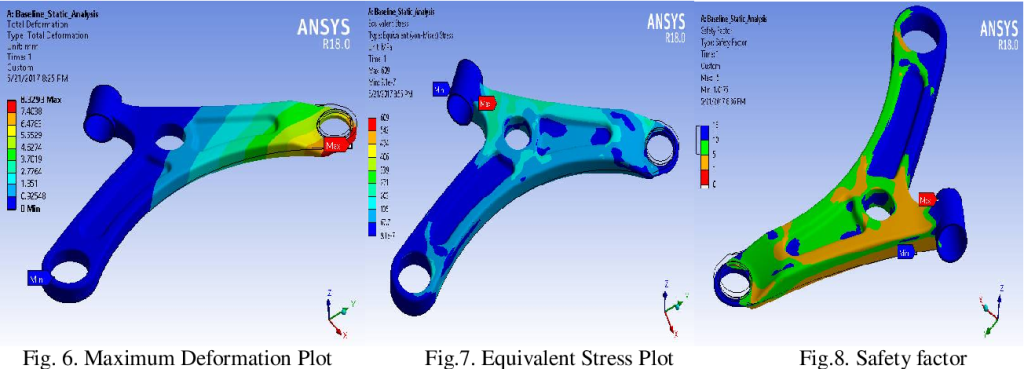
底盘衬套百万次寿命怎么测?CAE仿真如何防止早期开裂?
开发底盘件,试错成本极高,反复改模具不仅烧钱还耽误项目节点。江西光益在正式开模切削钢铁之前,会先用先进的CAE有限元分析软件给产品“算命”。我们导入客户的3D图纸,在系统里模拟汽车急加速、重踩刹车、急速过弯时底盘的受力与位移状态。通过软件,我们可以清晰地看到最大主应力集中在哪里。工程师直接在电脑上修改橡胶的过渡圆角,或者调整金属骨架的锥度设计,把应力分散掉,从设计源头直接防止产品装车后出现早期撕裂或脱胶。
当然,光有电脑模拟是不够的,必须用真刀真枪的疲劳测试来闭环。在SGS认证的质量体系下,光益减震的试验中心装备了全套硬核台架,包括单通道扭转、双通道及三通道疲劳测试平台。我们能同时模拟上下颠簸、左右拉扯以及大角度扭转的复合受力场景,连续测试数百万次,精准捕捉橡胶出现第一道微小裂纹的时间点。配合厂内的耐热、耐低温、高浓度耐臭氧老化试验箱,我们能保证出厂的衬套无惧极寒与高温挑战:
| 测试验证项目 | 行业常规水准表现 | 江西光益NVH定制衬套表现 |
|---|---|---|
| 多方向交变疲劳寿命 | 50-80万次出现明显可见裂纹 | 轻松突破150万次,主结构无明显撕裂 |
| 大角度扭转破坏试验 | 扭转40度即出现橡胶与金属剥离 | 扭转极限提升近一倍,粘接极为牢固 |
| 72小时高浓度臭氧老化 | 表面出现细小且密集的龟裂纹 | 表面维持光滑致密,无任何老化开裂 |
大批量采购新能源控制臂衬套如何控制成本?
材料好、工艺复杂往往意味着单价贵。但是,Tier 1供应商每年都要面对主机厂强烈的“年降(年度降本)”压力,去哪里找既能保证严苛品质,又能把量产单价压下来的源头工厂?
真正的降本源自高良率与高自动化。江西光益通过MES防错系统管控全局,依托多台400T大吨位注射硫化机与CNC产线,以千万级产能与近乎零的废品率大幅摊薄单件成本。

汽车胶套怎么做才能既保证良率又降低单价?
真正的制造成本控制,绝不是靠在原材料上偷工减料,而是靠机器取代人工,靠极低的废品率来挤出利润空间。江西光益的厂区内配置了业界领先的制造硬件矩阵,其中包括多台400吨及以上的大吨位全自动注射硫化机。这种高端设备不仅模腔更多、一次能打出双倍的产量,更重要的是,它采用高压把胶料注射进模具,彻底赶走了空气,再也不会出现传统平板硫化那种气泡、缺胶的次品。在加工内管和外壳时,我们全面采用CNC柔性机加工生产线,钢管的切割、倒角、精密缩管全部是流水线无人化作业,单件分摊的人工成本被降到了最低。
同时,我们深度引入了MES(制造执行系统)来给生产上“紧箍咒”。从原材料的门尼粘度检测,到骨架喷涂厚度测量,再到最终包装,每一个环节工人都要扫码。一旦机器发现硫化温度或者机加工尺寸超出公差哪怕一点点,设备就会自动停机报警。这不仅保证了发给客户的每一批货都100%合格,还能在客户需要追溯时,瞬间查到当时所有的生产参数。配合前期的CAE联合开发,我们帮Tier 1客户省下了大笔的反复打样、试错时间和开模费用,让客户在主机厂竞标时拥有绝对的价格和交付优势。
携手江西光益,共筑智能轻量底盘底座
底盘材料在向铝合金快速演变,但消费者对行驶质感、静音舒适和绝对安全的追求从未改变。铝制控制臂的轻量化革命,离不开每一颗不起眼的橡胶金属衬套在防异响、防腐蚀、防脱落上的完美支撑。
作为国内极少数几家能独立搞定橡胶配方开发、精密金属加工、全自动绝缘涂胶和高端注射硫化量产的全链路源头厂家,江西光益减震系统有限公司始终坚守“品质为先,服务至上”的底线。如果您正在寻找彻底解决铝摆臂衬套松脱、高频异响的方案,或者正面临严苛的项目降本压力,欢迎随时提供您的3D数模或图纸。光益减震的资深工程团队将快速为您提供详细的CAE分析报告与定制化DVP测试方案,助您顺利实现底盘轻量化部件的高品质大批量交付。