在现代汽车底盘架构中,Tier 1配套厂面临着主机厂日益严苛的NVH(噪声、振动与声振粗糙度)考核指标。底盘系统的异响、共振及操控松散,往往源自关键连接节点的早期失效或参数漂移。
副车架衬套是连接副车架与车身本体的核心弹性铰链。江西光益减震系统有限公司依托40年专用橡胶配方数据库、400T高压恒温硫化工艺与严格的APQP先期质量策划体系,精准控制衬套的动静刚度比,为您彻底解决高频路噪与低频共振难题。

对于Tier 1工程师与采购决策者而言,副车架衬套绝非简单的“橡胶加金属”物理组合,而是涉及复杂流变学、动力学与精密制造的工程载体。深入理解其运作原理及制造工艺壁垒,是甄别优质直接制造商、建立稳定供应链的必经之路。
什么是副车架衬套?解析底盘系统的“柔性关节”
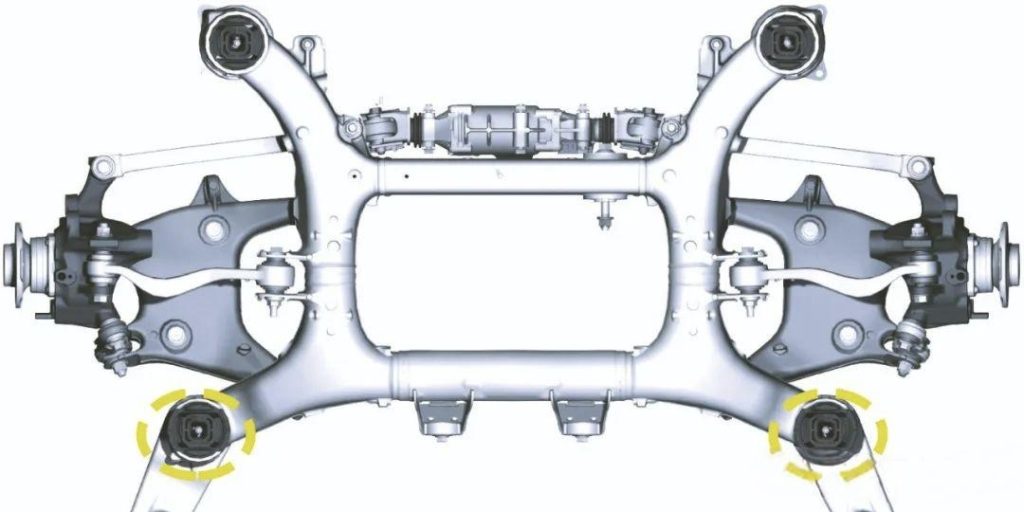
副车架(Subframe),又称元宝梁,是承载发动机、变速箱及前后悬架的基础骨架。而副车架衬套,正是镶嵌在副车架与单体壳车身(Unibody)安装点之间的“柔性关节”。
副车架衬套的核心功能是阻断振动传递路径,并提供精确的几何导向。在承受车辆加速、制动及转向产生的巨大三维动态载荷时,它必须依靠橡胶弹性体的形变来吸收冲击能量。
底盘架构升级带来的严苛挑战
随着新能源汽车(EV)的全面普及,底盘架构发生了颠覆性变化。电池包的加入导致整车整备质量大幅增加,这对副车架衬套的物理承载极限提出了全新挑战。同时,由于去除了内燃机的背景白噪音掩蔽效应,电机的高频啸叫以及轮胎与路面的细碎摩擦声变得尤为突兀。
在此背景下,传统的纯刚性连接或劣质橡胶衬套完全无法满足现代座舱的声学要求。副车架衬套必须在保证底盘操控指向性(不松散)的前提下,最大程度地发挥物理滤波器的作用。这要求衬套不仅在径向(Radial)、轴向(Axial)和扭转(Torsional)三个维度具备精确的刚度设定,还必须在复杂的交变应力下保持极高的抗撕裂疲劳寿命。
副车架衬套与 NVH 数据:动静刚度如何决定底盘质感?
在Tier 1向主机厂提交的PPAP(生产件批准程序)文件中,NVH测试数据是决定产品能否获批放行的核心指标。其中,“动静刚度解耦”是评价副车架衬套研发水平的试金石。
动静刚度比(Kd/Ks)直接决定了底盘的动态质感。静态刚度(Ks)负责支撑载荷与操控稳定性,动态刚度(Kd)则负责隔离高频振动。优秀的衬套必须在维持高静态刚度的同时,极力压低高频动态刚度。
动静刚度的工程博弈与配方破局
常规代工厂使用市面通用的混炼胶,其物理特性是:随着激振频率的升高,橡胶内部的滞后生热加剧,导致动态刚度急剧攀升(高频硬化现象)。这使得底盘在高速行驶时如同直接刚性连接,路噪被成倍放大。
基于对材料科学的深刻理解,江西光益减震系统有限公司调用内部沉淀40年的专用橡胶配方数据库,从分子链层面解决这一工程悖论:
- 聚合物基体优化: 针对不同车型的载荷频谱,精选特定门尼粘度的天然橡胶(NR)与其他合成橡胶进行并用,调整橡胶大分子链的柔顺性。
- 交联网络重构: 通过调整硫化促进剂与抗氧剂的比例,形成稳定的碳-碳交联与多硫交联网络并存的结构,极大降低了材料内部的内摩擦阻尼。
- 炭黑分散技术: 运用高精炼胶设备,确保特种炭黑在橡胶基体中达到纳米级均匀分散,抑制应力集中。
通过这些底层材料技术的应用,光益减震成功将特定型号副车架衬套在100Hz以上高频工况的动静刚度比(Kd/Ks)精确控制在1.2至1.3的极低范围内。
| 测试维度 | 传统贸易型代工厂橡胶件 | 江西光益联合研发定制方案 | 对应的整车底盘体感 |
|---|---|---|---|
| 低频静态刚度 (0-15Hz) | 刚度公差带 > ±15% | 严格控制在 ±8% 以内 | 加速不抬头,制动不点头,转向精准 |
| 高频动态刚度 (50-200Hz) | 随频率激增,Kd/Ks > 1.8 | 抑制高频硬化,Kd/Ks < 1.3 | 隔离路面接缝冲击,消除轮胎高频共鸣 |
| MTS 多轴疲劳寿命 | 50万次循环后刚度衰减严重 | 300万次循环后刚度衰减 < 5% | 贯穿车辆全生命周期的持久新车底盘质感 |
副车架衬套的 APQP 制造:Tier-1 级高品质是如何炼成的?
卓越的实验室数据必须转化为稳定的大规模量产实体。大型Tier 1配套厂的采购逻辑不仅看重样品性能,更看重供应商的制程稳定性。江西光益减震全面导入IATF 16949质量管理体系,严格遵循APQP(产品质量先期策划)的五大阶段实施项目管控。
高品质副车架衬套的炼成,依赖于APQP体系下的严密防错设计、CNC精密机加工金属骨架,以及400T大型恒温高压硫化机组与独家缩径工艺的无缝衔接。

CAE 仿真分析:防患于未然的设计验证
在模具钢材切割之前,光益减震的工程团队会利用有限元分析(CAE)软件对副车架衬套的3D数模进行非线性超弹性材料仿真。通过模拟极端工况下的变形与应力分布,提前识别潜在的橡胶撕裂点与金属骨架应力集中区域。这种前置的数字孪生验证,大幅缩短了开发周期,确保设计方案“一次做对”。
400T 恒温硫化与缩径工艺:性能的倍增器
硫化工序是赋予橡胶工程灵魂的核心环节。
- 高压成型: 我们规模化部署了400T大型恒温硫化机组。高吨位设备在合模瞬间提供极其均匀且巨大的压力,彻底排出模腔与混炼胶内部的微观空气。在高温高压的催化下,橡胶分子与金属表面的胶黏剂发生剧烈的交联反应,形成不可逆的永久化学结合。这确保了产品的推脱力(Push-out force)远超Tier 1设定的苛刻标准。
- 残余应力消除: 橡胶在硫化冷却后不可避免地会发生体积收缩,导致内部产生有害的残余拉应力。为解决这一顽疾,江西光益引入了核心的缩径工艺(Swaging Process)。利用专用模具对硫化完成后的衬套外管进行精准挤压,强制减小其外径。这一物理过程将内部橡胶由极度脆弱的“受拉状态”转变为强韧的“预压缩状态”,成倍提升了衬套的抗撕裂疲劳寿命,彻底杜绝了装车后早期开裂的致命缺陷。
寻找副车架衬套源头工厂:江西光益减震的定制实力
在复杂的全球供应链中,Tier 1企业时常受困于层层转包的贸易商或缺乏核心工艺的组装厂。后者往往在面对严格的PPAP审核、全尺寸测量(Full Layout Inspection)或可靠性试验时暴露出技术短板,导致项目延期甚至停线。
江西光益减震系统有限公司作为深耕底盘NVH领域28年的直接制造商,内部打通了从配方研发、模具制造、机加工、硫化成型到动态检测的全自研量产闭环,是Tier 1客户值得信赖的源头定制工厂。

拒绝盲盒交付:闭环检测体系
真正的工程实体工厂,必须用硬数据自证。光益减震建立了符合国际标准的独立实验室。每一批次的副车架衬套不仅要经过常规的邵氏硬度、拉伸强度及老化测试,更必须通过苛刻的成品检验:
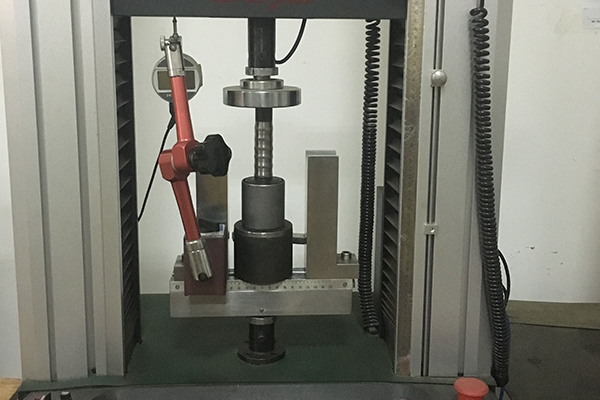
- 推脱力/破坏测试: 采用高精度拉力机,验证橡胶与金属结合面的极限破坏强度,确保脱胶率恒定为0%。
- 三维动静刚度测试: 利用MTS弹性体试验台,100%覆盖低频大位移与高频微位移的实况模拟,出具详尽的刚度曲线报告。
- 耐久疲劳验证: 在多轴联动疲劳试验机上,施加模拟恶劣路况的变幅载荷,验证产品数百万次循环后的性能余量。
这种基于严格数据驱动的制造与交付模式,不仅保障了Tier 1客户的品牌声誉,更通过高效的规模化自制,有效摊薄了各项制造成本,为您提供极具竞争力的商务报价。
开启联合研发与定制
副车架衬套的设计与制造,是材料科学、机械加工与质量工程的集大成者。面对2026年及未来更加复杂的底盘电控化趋势,寻找一个懂NVH、懂工艺、懂APQP体系的源头工厂,是您突破技术瓶颈、优化供应链成本的战略关键。
江西光益减震系统有限公司致力于成为全球汽车供应链中最可靠的NVH联合研发工程伙伴。我们不生产低质妥协的代工件,只交付经得起台架验证与岁月淬炼的工程杰作。
欢迎广大Tier 1配套厂及大型售后品牌商提交您的3D模型(CAD/IGES/STEP)与技术规格书(SOR)。我们将依托强大的400T硫化制造矩阵、40年专属配方数据库与成熟的先期质量策划体系,为您快速出具从CAE有限元评估、样品试制到大规模稳定量产的一站式定制代工方案。