在汽车底盘悬架的定点采购中,采购经理与 SQE 的头上始终悬着一把达摩克利斯之剑——批量客诉与退货。
很多时候,我们在定点一家汽车衬套供应商时,其提交的样件堪称完美。但一旦进入大批量生产阶段,底盘胶套却频频爆出橡胶与金属脱胶、异响、早期开裂等致命缺陷,导致主机厂面临停线甚至召回的巨额索赔。
为什么样件和量产会存在如此巨大的鸿沟?作为深耕底盘减震 20 余年的源头工厂,江西光益(江西光益减震系统有限公司)带您拨开报价单的迷雾,通过以下 3 大核心防错指南,教您甄选出真正“稳定”的橡胶衬套供应商。

避坑指南一:避开“画图炼胶”坑,摸底 CAE 正向仿真能力
隐患解析:
当面临重载底盘或新能源大轴荷项目时,缺乏研发能力的普通代工厂只会盲目增加橡胶硬度来死扛载荷。这不仅会导致实车 NVH 极差(底盘颠簸发散),更会造成金属骨架过渡圆角处应力集中,引发早期的物理撕裂。研发靠“盲目试错”,注定后期要反复修模,严重拖累项目进度。
筛选标准:
- 优秀的汽车衬套生产厂家必须是工程解题者。
- 考察其是否具备 CAE 联合仿真与载荷等效能力。例如江西光益在开模前,会通过雨流计数法解析实测路谱,利用模流分析和应力云图提前优化结构,用科学的数据模型拦截设计隐患。
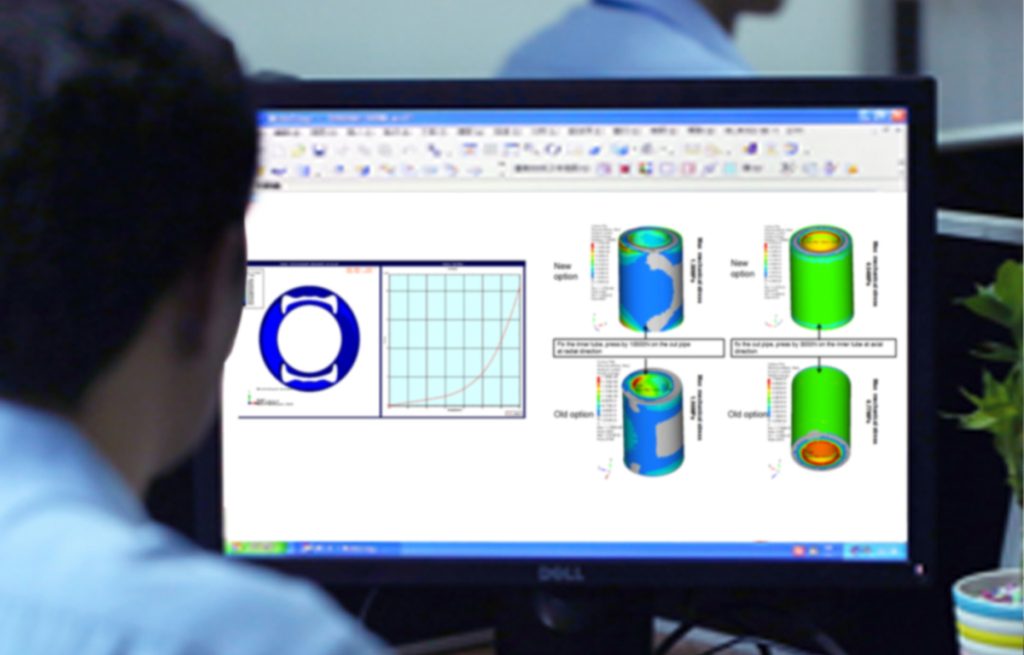
CAE 仿真分析
避坑指南二:避开“制程失控”坑,死磕高压注射与恒温涂胶
隐患解析:
“底盘胶套开裂脱胶”是量产中最可怕的噩梦。为了压低成本,很多作坊采用“敞开式人工涂胶”和“老式平板机+一模多腔”生产。一到梅雨季节,胶水受潮失活;再加上平板机压力不均,边缘模腔经常“欠硫”或“卷气”。这些微观缺陷一上车受力,瞬间引发大规模批量脱胶。
筛选标准:
- 考察工厂是否拥有恒温恒湿的标准化前处理流水线,杜绝“靠天吃饭”。
- 查验其是否全面普及了 400T/300T 自动高压注射矩阵。极高的模腔比压能迫使橡胶分子在高温下瞬间致密排列,从物理与化学双重源头彻底根绝量产批次的“两张皮”顽疾。

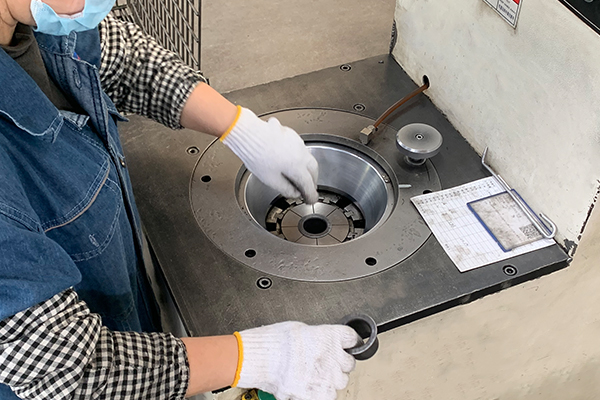
工程师检查橡胶衬套
避坑指南三:避开“热胀冷缩”坑,查验 100% 覆盖的“缩径”工艺
隐患解析:
很多时候,送样的底盘悬挂胶套常温测试一切正常,但装车实跑几个月后就发生开裂。这是因为橡胶在高温硫化出模并冷却后,其巨大的热收缩率会在粘合界面产生极具破坏性的“残余拉应力”。带着这种暗伤出厂,一旦遇到寒冬冷缩或实车大坑洼冲击,界面化学键极易被撕裂。
筛选标准:
- 明确要求供应商将“缩径(Swaging)”工序写入量产控制计划(CP)中。
- 江西光益利用定制液压设备,对量产外管进行精确的径向机械压缩,将有害的拉应力强制逆转为有益的“预压应力”。实测证明,这一防错绝杀能让底盘胶套的多轴疲劳寿命稳固提升 50% 以上。
稳定型汽车衬套供应商筛选矩阵
| 核心考察维度 | 淘汰类代工厂特征 (极易引发退货) | 江西光益 OE 级稳定标准 | 为主机厂规避的风险 |
|---|---|---|---|
| 研发底蕴 | 照图炼胶,遇问题只能盲目修模 | CAE 仿真 + MTS 刚度严控 | 缩短 DVP 周期,彻底告别底盘发散 |
| 量产制程 | 涂胶靠天吃饭,平板硫化易欠硫 | 恒温涂胶 + 400T 自动高压注射 | 保障批次一致性,消除批量“脱胶” |
| 耐久防错 | 硫化后直接发货,内部拉应力大 | 100% 实施定制化精密缩径工艺 | 抵消热缩应力破坏,寿命跃升 50% |
总结与工程支持
挑选一家优秀的汽车衬套供应商,比拼的绝不仅是单件的报价低了几毛钱,而是谁能在漫长的量产周期内,提供坚如磐石的制程确定性。从前端的 CAE 载荷等效,到中端的 400T 高压防脱胶,再到后端的缩径应力转化,江西光益将“防错”刻入了每一道底层工序中。
如果您深受现有底盘胶套频繁脱胶、异响的客诉折磨,或者正在为全新的悬架项目寻找一家真正稳定、能扛事儿的源头工厂,欢迎联系江西光益工程团队。我们将为您展示从图纸评估到百万件量产的 OE 级品控实力。