消费者常为双叉臂与多连杆悬架哪个更好而争论不休。但在底盘工程界,悬架几何的每一次连杆变更往往意味着极端的载荷转移,若处理不当,极易引发底盘异响、松散和严重的吃胎偏磨。
不论是双叉臂悬架还是多连杆悬架,其操控上限与NVH质感均由控制臂衬套的动静刚度决定。复杂的连杆拆解放大了多轴载荷,极易压溃普通橡胶件。只有采用高承载配方与极限缩径工艺,才能彻底解决悬架“咯噔”异响与颠簸。

要完美驾驭复杂的底盘几何,实现极致的六自由度操控,绝不能脱离底层减震件的制造工艺。江西光益减震系统有限公司(简称“江西光益”)创立于1998年,创始人深耕橡胶减震产品开发超40年,在衬套设计领域处于全球领先水平。作为拥有SGS认证的IATF 16949及ISO 14001资质的国家高新技术企业,光益减震配备超200台精密制造设备及完善的千万级产能体系,专为全球Tier 1供应商输出世界级的底盘控制臂衬套联合研发方案。
双叉臂与多连杆悬架哪个好?空间布置如何决定底盘NVH与控制臂衬套寿命?
后排及后备箱空间受限是许多量产车型放弃原始双叉臂架构的初衷。但在局促的空间内强行拆解连杆,彻底改变了底盘的物理受力路径,直接导致传统控制臂衬套的疲劳寿命面临极其严峻的缩水风险。
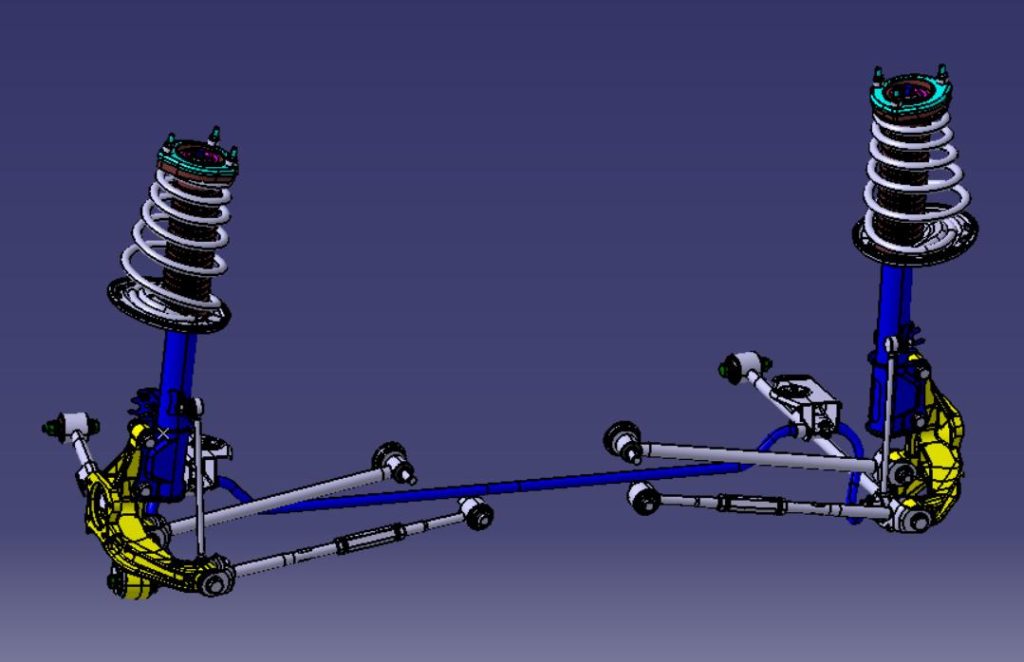
双叉臂与多连杆悬架的本质差异在于三维空间布置的妥协。将坚固的A字臂拆解为五连杆,迫使单根连杆与其两端的控制臂衬套必须独立承受极其苛刻的高频侧向与纵向载荷,显著加剧了底盘NVH失效的概率。
连杆几何拆解下的载荷转移与衬套工况突变
从力学结构来看,最原始的前置麦弗逊(下摆臂+避震支柱)或双叉臂悬架(上下双A字臂),其几何形态非常完整。巨大的“A字型”横臂本身在物理上就构成了一个极其稳定的三角形力学支撑。在这种架构下,无论是加速、刹车还是极限过弯,路面传递至车轮的巨大纵向与侧向复合应力,会由A字臂两端的多个粗壮衬套共同分担,受力点分散且载荷传导相对平缓。
然而,当为了给后排乘坐空间、差速器或新能源车型的后置电机让路时,底盘工程师必须将宽大的A字臂“化整为零”。这种将双叉臂完全拆解所诞生的“五连杆悬架”,或者将麦弗逊下摆臂拆分所诞生的“三连杆悬架(后置麦弗逊)”,在力学传递路径上发生了根本性的突变:
- 载荷孤立化(Load Isolation): 在多连杆系统中,由于连杆之间不再拥有A字臂那样的硬性物理连接结构,原本由一个大整体承担的冲击力,被极其粗暴地分配到了每根细长连杆两端的独立橡胶衬套上。
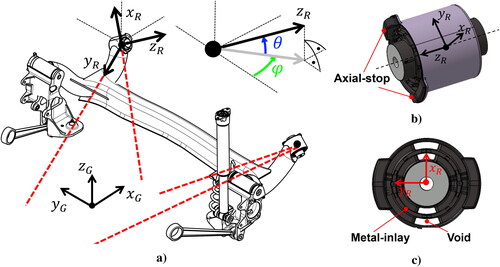
- 单点高压榨(High Stress Concentration): 以五连杆中的上控制臂为例,在极限转弯时,车辆巨大的侧向离心力几乎全部转化为这根连杆轴向上的疯狂拉扯。如果该部位的控制臂衬套不能提供极高的轴向刚度(Axial Stiffness),橡胶主簧就会在瞬间发生剧烈的形变甚至内部微观撕裂,进而导致车轮外倾角瞬间崩溃,底盘立刻表现出令人恐慌的“漂浮感”。
江西光益的工程团队深知多连杆架构对底盘减震件的疯狂压榨。我们在协助Tier 1进行底盘研发时,会针对多连杆中每一根特定连杆的受力模型,调用专属的橡胶材料数据库,进行极其精密的抗拉压强度配方重构,以确保这些“柔性关节”能够在独立的极限载荷下长久存活。
“筷子悬架”过坑颠簸异响?多连杆悬架纵向载荷与控制臂衬套NVH缓冲设计
许多被戏称为“筷子悬架”的三连杆车型在过减速带或深坑时,后排经常传来沉闷的“哐当”声及极其生硬的颠簸感,这常被消费者误认为是连杆太细导致底盘刚性不足。
“筷子悬架”过坑异响与颠簸的物理根源,实则是承受纵向载荷的控制臂衬套动静刚度比(Kd/Ks)失调。通过精准设计橡胶内部的掏空矩阵(Void),能有效吸收纵向冲击,大幅优化底盘滤震NVH质感。
三连杆架构的受力解剖与低动静比(Kd/Ks)调校
在汽车底盘界,连杆的绝对粗细(横截面积)绝不能直接等同于底盘的行驶质感,这是一个典型的认知误区。在一套经典的三连杆悬架中,包含两根横向拉杆和一根纵向拉杆(Trailing Link)。由于后轮不需要负责转向,这两根横向拉杆主要负责锁定车轮的前束角;而那根决定后排乘客是否会被“颠飞”的关键,全系于那根纵向拉杆及其两端的控制臂衬套之上。
- 路面冲击的力学拆解: 当车辆以较高速度碾过路面接缝或减速带时,车轮会受到一个巨大的向后与向上的复合冲击力。由于底盘几何的特性,这个巨大的纵向后坐力会直接顺着纵向拉杆,如重锤一般狠狠砸向副车架或白车身(BIW)。
- NVH缓冲矩阵的构建: 如果纵向拉杆连接车身端的衬套是一块实心硬橡胶,这种高频、大G值的冲击力会毫无衰减地传递进乘员舱,引发低频轰鸣与底盘异响。为了彻底解决这一痛点,江西光益的NVH工程师在此类控制臂衬套的设计中,引入了高级别的“结构化模态解耦”理念。
- 低动静比(Kd/Ks)专属设计: 我们通过在橡胶主簧的特定受力方向上设计精密的物理掏空(Void)或内嵌液压流道,使得衬套在承受巨大且低频的加速/刹车惯性力时,两侧的橡胶能够迅速闭合接触,提供强悍的重载静支撑(高 Ks);而在面对高频细碎的碎石路面冲击时,这些空隙又允许连杆进行微毫米级的高频往复位移(极低的 Kd),从而将那些引发颠簸发麻的能量彻底转化为橡胶的热能耗散掉。
多连杆悬架吃胎偏磨怎么解决?双叉臂拆解后的控制臂衬套刚度与底盘NVH解耦
搭载高级五连杆悬架的车型在行驶几万公里后,极易出现车辆高速跑偏,以及轮胎内侧或外侧出现严重的波浪状异常偏磨(吃胎),反复做四轮定位也无济于事。
多连杆悬架的持续吃胎偏磨,通常是由于控制臂衬套径向刚度不足或长期受压老化压溃,导致车轮动态几何失控。利用CAE仿真强化衬套支撑刚度并实现多维模态解耦,是从根本上恢复底盘数据的关键。
6-DOF(六自由度)模态解耦与动态几何恢复
对于悬架系统而言,“静态四轮定位数据准确”与“动态行驶轨迹精准”完全是两个概念。当车辆在举升机上处于静态(Unloaded)时,其倾角(Camber)和前束(Toe)可能完美符合出厂参数。但在真实的高速行驶与变道工况中,巨大的路面阻力会强行拉扯底盘件。此时,维持动态几何参数的唯一防线,就是那一颗颗深藏在底盘深处的控制臂衬套。
- 衬套压溃导致的几何崩溃: 在由双叉臂演变而来的五连杆悬架中,如果前下控制臂或后倾角拉杆的橡胶衬套出现哪怕1毫米的永久压缩变形(Permanent Set)或塑性压溃,在巨大的动态侧偏力(Cornering Force)作用下,车轮的实际倾角就会发生几度的剧烈偏转。这种在行驶过程中轮胎与路面之间产生的非正常拖拽滑移,正是导致胎面被快速“啃掉”的罪魁祸首。
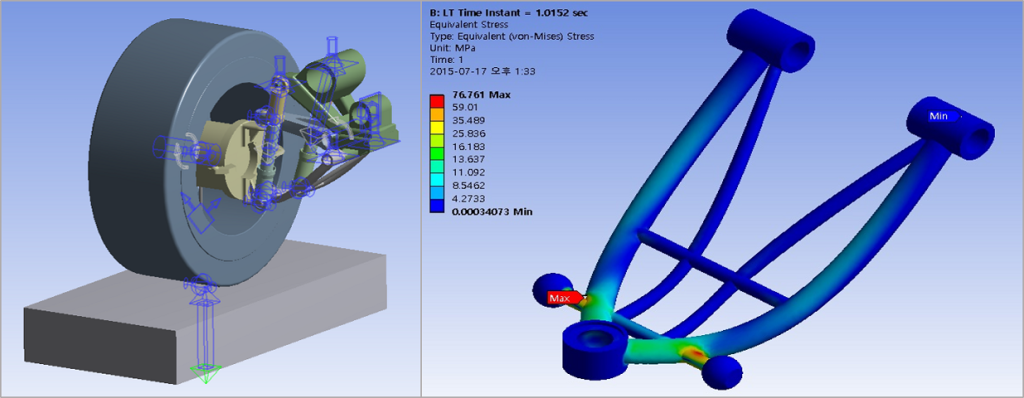
- CAE有限元仿真与刚度重塑: 针对Tier 1面对的棘手偏磨索赔案,江西光益具备强大的正向逆向研发能力。我们利用先进的CAE有限元分析技术,将整车模型输入系统,精准模拟满载及极限过弯时各连杆铰接点的应力云图分布。
- 刚度矩阵靶向强化: 基于材料数据库(S/N,E/N),我们通过调整炭黑补强体系及硫化工艺,对容易引发偏磨部位的控制臂衬套进行“靶向强化”。在不破坏原有NVH隔振频率的前提下,大幅提升特定向位的径向支撑刚度,死死锁住车轮在复杂受力下的六自由度(6-DOF)运动轨迹,彻底根除“屡做定位屡吃胎”的底盘顽疾。
双叉臂与多连杆悬架“咯噔”异响排查:控制臂衬套撕裂与底盘NVH失效诊断
无论是标榜纯粹运动的双叉臂,还是追求行政级舒适的多连杆,车辆在急加速起步或重脚刹车“点头”的瞬间,底盘下方爆发的“咯噔”或“哐当”异响,始终是各大维修门店面临的最棘手客诉。
双叉臂与多连杆悬架“咯噔”异响的元凶,通常源于控制臂衬套内部的橡胶疲劳撕裂与金属界面的灾难性脱胶(FMA失效)。实施极致的磷化涂胶前处理与高压注射硫化工艺,是阻断脱胶异响的唯一路径。

FMA微观失效模式与粘接界面强化工艺
当车辆处于走走停停的拥堵路况,或者在非铺装路面进行大行程的交叉轴扭曲时,底盘控制臂与副车架之间的连接角度会发生剧烈变化。作为枢纽的控制臂衬套,被迫承受极其变态的扭转剪切应力(Torsional Shear Stress)。在对海量异响故障件的FMA(失效模式分析)微观诊断中,我们发现异响的直接物理源头集中在“金属界面脱层”。
- 脱胶(Delamination)的破坏机制: 如果衬套在生产制造环节,内外金属钢管表面的油脂未被彻底清除,或是磷化皮膜结晶不够致密,在底盘长期的高频扭转拉扯下,橡胶大分子与金属铁套之间的化学键合力就会土崩瓦解。一旦发生脱胶剥离,连杆金属端头就会在每一次起步或刹车时,直接猛烈撞击副车架,爆发出清脆且令人心悸的“咯噔”巨响。
- 全自动涂胶与400T注射硫化的降维打击: 杜绝此类致命失效,靠的不是组装厂的手工作业,而是重资产的深加工智造壁垒。江西光益工厂内部署了全自动的脱脂、抛丸与磷化前处理流水线,配合国际顶级的特种环保粘接剂(胶水),确保金属骨架表面获得极致的微观粗糙度与化学键合活性。
- 分子级强力交联: 在核心成型工序,我们标配多台400T以上的重型注射硫化机。橡胶高分子在极限高温高压状态下被强行注入模腔,与金属骨架发生完美的分子级交联键合。我们的破坏性推脱力测试(Push-out Force Test)明确规定:即便利用拉力机将橡胶主簧本体暴力撕碎至彻底断裂,其金属结合界面也绝对不允许出现任何肉眼可见的剥离脱落!
如何彻底解决双叉臂与多连杆悬架异响?Tier 1控制臂衬套疲劳台架与底盘NVH调校
面对当今主机厂动辄要求质保十万公里以上的严苛DVP(设计验证计划)耐久指标,Tier 1供应商在审核底盘减震件代工厂时,绝不能停留在静态尺寸检验层面,必须深入考察工厂的动态极限盲测能力与量产工艺壁垒。
彻底解决多连杆与双叉臂悬架的耐久难题,高度依赖于源头工厂的多通道疲劳验证与抗疲劳“缩径”挤压工艺。江西光益利用百万次三通道疲劳台架与独有的缩径技术,可使控制臂衬套疲劳寿命飙升约50%,轻松越过最苛刻的DVP验证红线。
缩径(Swaging)工艺壁垒与三通道动态盲测矩阵
底盘悬架NVH调校是一门容错率为零的工程科学。为了保证交付的每一批次控制臂衬套都能在极其恶劣的真实路况下长久存活,江西光益在制造与测试环节建立了让绝大多数同行望尘莫及的“双重护城河”。
- 强行续命的制造绝学——“缩径”工艺: 这是我们大幅度拉开产品耐久差距的核心技术壁垒。在衬套的硫化组装后处理工序中,我们坚持采用成本高昂的缩径(Swaging)工艺。利用重型伺服液压压装设备,对衬套外部的金属钢管施加极其庞大的向心挤压力。这一毫米级的强制收缩,迫使内部的硫化橡胶基体瞬间产生极其巨大的“残余预压应力(Residual Compressive Stress)”。
- 化解撕裂危机的物理魔法: 当悬架连杆在过坑洼被极限拉扯时,这股提前深埋在橡胶内部的预压应力,能够完美抵消掉路面传来的破坏性拉伸应力,极其有效地遏制了疲劳微裂纹的萌生与扩展。经过工程数据的长期跟踪实测,采用光益缩径工艺处理的控制臂衬套,其极限疲劳耐久寿命直接惊人地提高了约50%!
- 高频测试与多通道极限疲劳台架: 为了快速高效低成本地协助Tier 1客户开发新项目,光益试验中心斥巨资配备了完整的动态测试矩阵。我们拥有从10KN到200KN的全套电子拉力机,更引进了极为罕见的400Hz高频动态性能测试机,用于精准测绘衬套在高频微抖工况下的动刚度。此外,我们更配备了单通道扭转、双通道及三通道疲劳测试平台。该平台能够同时在X、Y、Z三个空间维度,对悬架组件施加百万次的模拟交变拉压与剪切负荷,彻底模拟实车满载通过碎石路的破坏性工况,将所有的NVH隐患扼杀在台架之上。
结语:重塑悬架基因,共铸底盘极致质感
双叉臂与多连杆悬架的架构之争,在工程本质上是一场关于空间妥协与极限界限平衡的博弈。无论是多连杆拆解所带来的载荷孤立化转移,还是高频纵向冲击引发的“筷子悬架”异响,乃至控制臂衬套界面撕裂导致的沉闷“咯噔”声,这些棘手的底盘NVH难题,唯有通过严苛的高分子材料化学、微观工艺前处理以及百万次的极限疲劳验证才能被真正攻克。
江西光益减震系统有限公司,以28年底盘橡胶减震领域的深厚积淀,将“品质为先,服务至上”的精神贯彻于制造的每一个微观细节。我们拥有超200台尖端设备组成的强大柔性生产线,并通过数字化MES系统将过程质量管控推向极致。无论您是面临严苛主机厂DVP挑战的Tier 1底盘总成供应商,还是寻求解决顽固吃胎与异响偏磨痛点的售后品牌商,欢迎携3D数模、力学图纸或DVP测试规范联系江西光益。我们具备充足的设备定制化研发能力与顶尖的工艺护城河,助您在全球底盘系统供应链中占据无可撼动的制高点!