随着豪华车型的保有量不断上升,搭载空气悬架与电磁悬架的车辆大量涌入售后维保市场。然而,居高不下的售后退赔率和频发的底盘异响,正成为大型售后品牌商的致命痛点。
解决高端空气悬架与电磁悬架售后痛点的核心,在于分别攻克“气囊水汽老化漏气”与“磁流变高频瞬间刚度冲击”两大技术壁垒。通过重构耐老化橡胶配方、优化顶胶高频动刚度,并辅以缩径工艺,大型售后品牌商完全能够打造出媲美甚至超越原厂寿命的底盘减震系统。
对于全球大型售后品牌商而言,寻找一家具备主机厂级正向开发能力的源头代工厂是破局的关键。江西光益减震系统有限公司创建于1998年,创始人拥有40年以上橡胶减震产品开发经验。作为SGS认证的IATF 16949及ISO 14001国家高新技术企业,光益减震拥有超过200台高端制造设备,包括400T以上注射硫化机及全自动涂胶生产线。凭借完备的NVH试验中心与千万级年产能,我们致力于为全球售后品牌商提供极具竞争力的底盘橡胶件逆向升级与定制量产服务。
空气悬架与电磁悬架优缺点对比:高端豪华车底盘NVH选型到底看什么?
高端豪华车底盘技术路线已经发生明显分化:一派是以提升极致舒适性和通过性为主的空气悬架(Air Suspension),另一派则是以追求极致动态操控和极速响应为主的电磁悬架(Electromagnetic Suspension / MRC)。售后品牌商在进行底盘件产品线规划时,必须深刻理解这两者的底层NVH逻辑。
空气悬架通过气囊充放气改变底盘高度和低频柔度,优缺点在于舒适性极高但结构脆弱;电磁悬架通过磁流变液实现毫秒级阻尼调整,优缺点在于操控极佳但对底盘橡胶硬点的瞬间高频冲击极大。
主动悬架系统的NVH特征与售后市场产品线布局
大型售后品牌商在开发替换件时,不能简单地“照葫芦画瓢”,必须基于这两种悬架的物理特性进行针对性的可靠性升级。
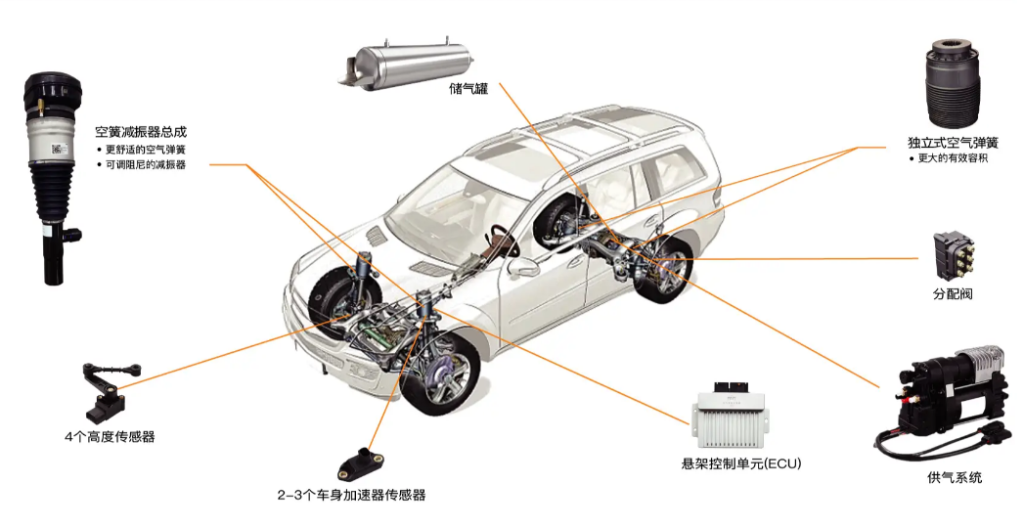
- 空气悬架的“低频过滤”特征: 空气弹簧本质上是用硫化橡胶气囊取代了螺旋金属弹簧。它极大地降低了悬架的偏频(通常可降至1Hz左右),能够像气垫船一样抹平路面的长波起伏。然而,由于空气压缩机、气动阀门和橡胶气囊的复杂组合,其故障率在车辆行驶5-8万公里后呈指数级上升。售后市场的核心诉求是“延长气囊寿命与防止漏气”。
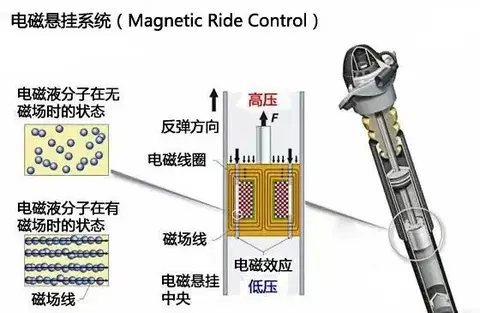
- 电磁悬架的“高频突变”特征: 磁流变减振器(MRC)内部填充了带有磁化悬浮颗粒的载液。行车电脑以每秒1000次的极高频率扫描路况,通过改变电流磁场,瞬间让磁流变液呈现“类固体”特性。这种在几毫秒内产生的巨大阻尼力突变,会全部硬生生地传递给与其连接的底盘橡胶减震件。售后市场的核心诉求是“抵抗高频冲击与防止底盘金属敲击”。
在江西光益的NVH联合研发中心,我们依托庞大的橡胶材料数据库(S/N,E/N曲线),针对这两种截然不同的悬架特性,为售后品牌商提供精准的材料匹配策略,确保替换件不仅形似,更在动态力学性能上实现神似。
空气悬架气囊漏气容易坏怎么办?橡胶减震件耐水汽老化配方与定制标准
空气悬架在二手车和售后市场一直有着“容易坏、修不起”的恶名。许多车主反映,车辆停放一晚后车身就塌陷了。除了气泵故障,最核心的原因就是橡胶气囊及配套密封减震件的老化漏气。
解决空气悬架气囊与密封件漏气的关键,在于抵抗压缩空气中的冷凝水汽与环境臭氧侵蚀。必须采用特种三元乙丙橡胶(EPDM)或氯丁橡胶(CR)改性配方,在微观层面切断高分子链条的氧化断裂路径。

气囊水汽老化失效模式分析 (FMA) 与环境箱测试体系
售后品牌商如果采购了劣质代工厂的橡胶件,往往在售出半年后就会面临海量的索赔退货,对品牌信誉造成毁灭性打击。
失效模式分析 (FMA):
空气悬架在日常充放气循环中,空气压缩机不可避免地会将空气中的水分带入气囊内部。这些冷凝水在底盘高温高压环境下,会加速普通橡胶的“水解老化”。同时,暴露在外部的橡胶气囊频繁受到路面泥沙摩擦与大气臭氧(Ozone)的侵蚀。内外夹击下,橡胶表面产生微观龟裂(Micro-cracking),在高压气体的撑压下,裂纹迅速贯穿,最终导致灾难性的漏气塌陷。
江西光益的耐老化解决方案与测试标准:
为了确保售后配件具备超越原厂的抗老化周期,江西光益试验中心建立了一整套严苛的老化测试矩阵:
- 配方阻断: 我们摒弃廉价的通用橡胶,采用高纯度、高丙烯含量的特种三元乙丙(EPDM)为主体材料,辅以微晶蜡和高效抗臭氧剂,在橡胶表面形成致密的物理防线与化学牺牲层。
- 三箱老化联测: 每一批次配方都必须通过江西光益试验中心的耐臭氧老化试验箱、耐热老化试验箱(120℃持续烘烤)以及耐低温老化试验箱(-40℃极寒脆断测试)的严酷考验。
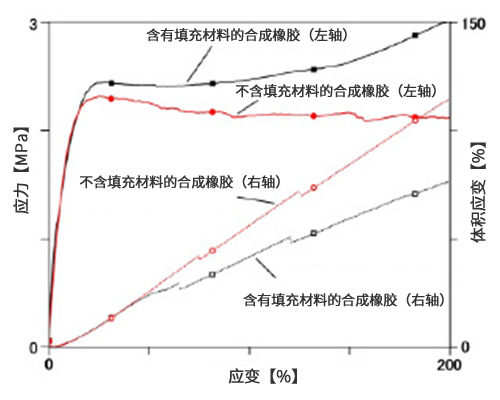
- 疲劳气密性验证: 我们结合10KN与100KN电子拉力机,对老化后的试样进行定伸应力衰减测试,确保即使在极端恶劣的水汽与臭氧环境中服役多年,橡胶件的定伸应力保持率依然维持在90%以上,彻底杜绝售后漏气退赔难题。
电磁悬架底盘异响怎么解决?毫秒级阻尼变化对减震器顶胶的动刚度考验
许多配备了电磁悬架的高性能运动车型,在行驶至中后期时,一旦遇到连续减速带,底盘就会传来“咯噔咯噔”的严重金属异响,甚至车内仪表盘都能感受到震颤。
电磁悬架底盘异响的元凶往往不是减震器本身,而是减震器顶胶(Top Mount)被瞬间的刚度突变彻底击穿。顶胶必须具备卓越的高频动静刚度比(Kd/Ks),才能吸收磁流变液瞬间变硬带来的破坏性冲击。
高频冲击引发的顶胶溃散FMA与400Hz动刚度调校
电磁悬架的魅力在于“快”,但这个“快”对连接车身与减震器的顶胶来说,无异于一场场噩梦。
失效模式分析 (FMA):
当电磁悬架侦测到高速过弯或紧急制动时,行车电脑瞬间通电,磁流变液内的铁粒子瞬间结成链状结构,减震器阻尼在几毫秒内暴增几倍甚至十几倍。这股巨大的冲击力失去了减震器油液的缓冲,直接如同大锤一般砸向减震器顶胶。
普通的售后顶胶采用的是低模量配方,面对这种高频、大冲量的突变载荷,橡胶内部的交联网络瞬间撕裂,发生严重的“动态塌陷(Dynamic Sagging)”。最终,顶胶内的金属骨架直接撞击车身塔顶,爆发出极具破坏性的金属敲击异响(Clunking Noise)。
江西光益的顶胶动刚度重构与测试:
大型售后品牌商要解决这一痛点,必须对顶胶进行刚度重塑。
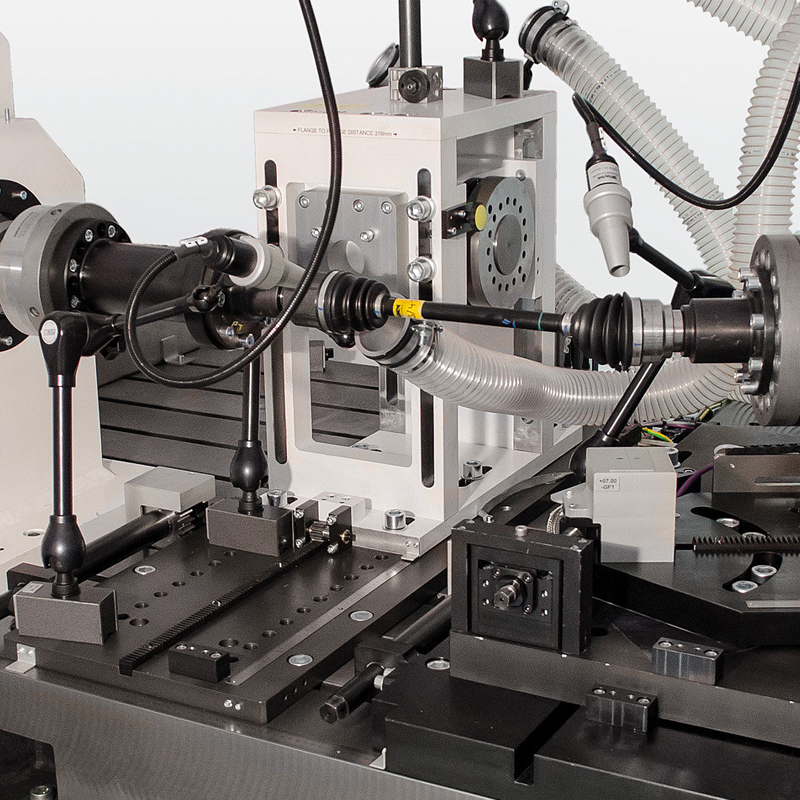
- 400Hz高频台架扫频: 江西光益绝不依赖静态数据。我们利用400Hz高频动态性能测试机,模拟电磁悬架毫秒级的突变冲击,扫描顶胶在50-400Hz区间内的动态刚度(Kd)曲线。
- 动静刚度解耦设计: 通过精密的CAE有限元分析,我们在顶胶橡胶主体内设计了特定的几何空腔(Voids)与多段式金属限位块。在日常行驶时,低静刚度(Ks)保证细碎震动的过滤;当电磁悬架阻尼瞬间锁死时,非线性金属限位迅速介入,防止橡胶过度变形撕裂。经过实测,江西光益定制的顶胶能够将电磁悬架引发的瞬间峰值应力削减约35%,彻底消除塔顶异响。
配了空气悬架为什么底盘还是松散?底盘控制臂衬套与NVH系统的动静刚度协同
部分高端车主在更换了全新的空气悬架后,发现底盘虽然变软了,但过坑洼路面时底盘整体发散,方向盘指向模糊,有强烈的“开船感”和多余的横向摆动。
底盘是一个牵一发而动全身的系统工程。空气悬架只能解决Z向(垂直)的低频滤震,X/Y向(纵向与侧向)的操控支撑完全依赖于底盘控制臂衬套的非线性刚度。劣质衬套会直接拖垮百万级空气悬架的动态表现。

载荷转移失衡与“缩径”工艺的系统级挽救
售后维保往往存在“头痛医头”的误区。空气悬架极大地降低了垂直方向的刚度,这意味着车辆在加减速和过弯时,更庞大的载荷会不可避免地转移到底盘悬架的各个硬点衬套上。
失效模式分析 (FMA):
如果售后品牌商提供的控制臂衬套刚度偏低,或者在较短里程内发生了疲劳软化,车辆在制动时,控制臂会发生巨大的纵向位移(Compliance Steer 柔性转向失效)。这种异常位移会让原本精密配合的空气悬架几何角度发生扭曲,减震器气囊被迫承受异常的弯曲力矩(Bending Moment),不仅导致底盘松散,还会加速空气悬架的漏气报废。
江西光益的“缩径”工艺与三通道疲劳验证:
- 缩径工艺(Swaging)革命: 为了让控制臂衬套能够完美匹配高端主动悬架,江西光益全面坚持采用高成本的“缩径”工艺。硫化完成后,利用重型设备将外金属管径向压缩。这使橡胶内部产生强大的预压缩应力,抵消了橡胶冷却的残余拉应力。实测数据显示,该工艺能使衬套疲劳寿命大幅提高约50%。
- 三维复杂应力测试: 我们拥有自主研发的单通道扭转、双通道以及三通道疲劳测试平台。能够完全按照大型售后品牌商的DVP载荷谱,模拟车辆在空气悬架大行程起伏下,控制臂衬套同时受到的扭转、径向和轴向复合交变应力,确保底盘质感终生紧致不发散。
如何避免空气悬架与电磁悬架配套的批次不良?看橡胶减震件的大吨位硫化与量产防错
面向全球发货的大型售后品牌商,最恐惧的不是第一批样品测试不通过,而是量产10万套后出现致命的批次性刚度漂移或金属脱胶,这会导致召回成本直线上升。
避免底盘橡胶减震件批次性不良的终极壁垒,在于彻底淘汰落后的手工模压与人工涂胶,全面拥抱大吨位高压注射硫化(Injection Molding)与MES系统全流程数字防错。
批次刚度漂移FMA与千万级产能的零缺陷管控
外观一致的橡胶件,如果内部存在微观气泡或交联密度不均,其在实车上的NVH表现将是灾难性的。
失效模式分析 (FMA):
传统小厂采用敞开式平板硫化工艺,极易将空气卷入橡胶内部形成微孔(Cavitation)。同时,如果金属骨架表面处理不均,极易在受力时发生界面脱胶(Delamination)。这会导致同批次产品的径向刚度出现±30%以上的严重离散。售后件装车后,由于左右刚度不一致,车辆在高速行驶时会出现严重的“跑偏”或制动甩尾隐患。
江西光益的量产防错保证:
- 重火力表面处理与防腐: 公司拥有全自动涂胶、抛丸、磷化生产线以及CNC柔性机加工生产线。通过全自动化消除了人工喷涂的不均匀性,确保每一件金属骨架与橡胶之间达到化学键合级的粘接强度,无惧北美的融雪盐腐蚀。
- 大吨位注射彻底消除气泡: 我们厂区部署了多台400T以上的大吨位全自动注射硫化机。胶料在超高压状态下被强行注入真空型腔,配合硫变仪与门尼粘度仪的实时监控,橡胶分子交联极其致密,动静刚度一致性极佳。
- MES极限防错系统: 公司年产能达千万级别,这背后的指挥官是深度定制的MES(制造执行系统)。从原材料进厂、配方称量、机加工尺寸到硫化温度/时间曲线,全过程条码绑定。任何参数越限都会自动锁机报警,把过程控制和管理做到极致,让大型售后品牌商彻底告别批次退货焦虑。
结论:携手源头工厂,重塑全球高端底盘售后市场格局
空气悬架与电磁悬架的普及,正倒逼售后底盘减震件发生一场技术洗牌。从耐水汽臭氧的老化配方,到抵御毫秒级高频冲击的动刚度调校;从提升50%寿命的缩径工艺,到杜绝批次不良的MES大吨位制造体系,唯有全栈自研的硬核工程能力,才能驾驭这种高端NVH系统的严苛要求。
江西光益减震系统有限公司以“为客户创价值”为核心价值观,凭借40年行业沉淀与全套顶级测试/制造设备,已准备好成为您最值得信赖的战略底座。如果您作为大型售后品牌商,正在寻求突破空气悬架/电磁悬架配套件的高售后退赔率瓶颈,或是计划逆向升级高端底盘控制臂与衬套,欢迎立即与我们的工程团队取得联系,携手抢占全球高端汽车维保市场的技术高地!