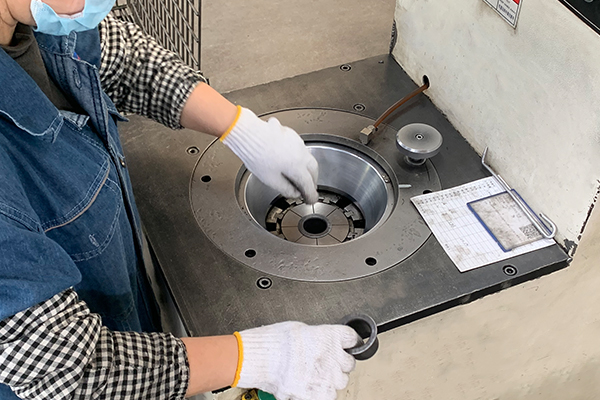
在汽车底盘项目开发中,主机厂(OEM)工程师经常会面临一个棘手的DVP(设计验证计划)挑战:内外金属套全粘接型的悬架橡胶衬套,在台架疲劳测试或整车路试的早期,极易出现橡胶主轴开裂或金属骨架脱胶的致命失效。
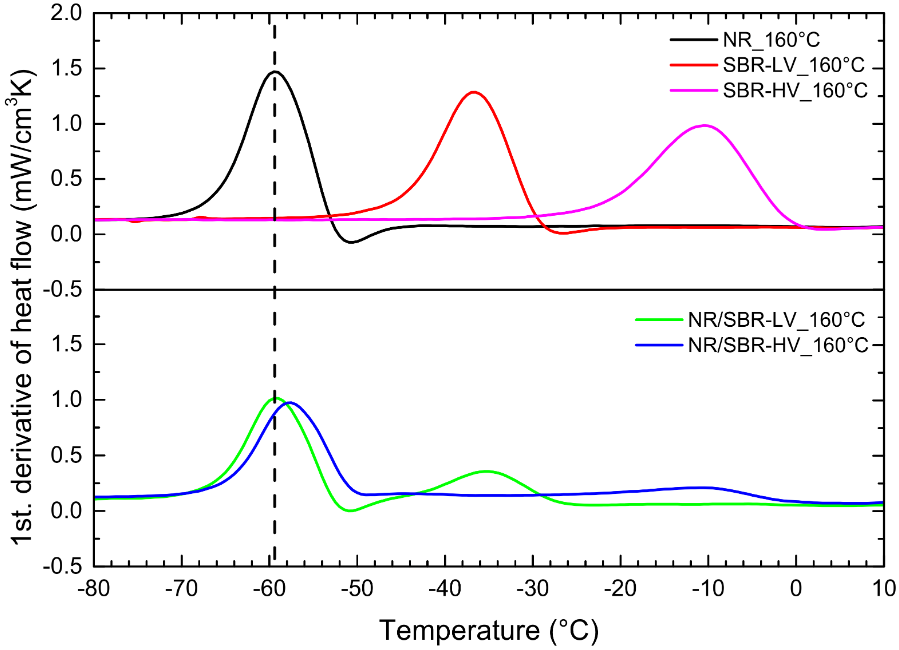
解决全粘接型衬套早期开裂的核心,在于消除硫化成型后内部残留的拉伸应力。通过精准的“缩径(Swaging)”工艺使橡胶预先获得径向压缩应力,可彻底避免橡胶分子键的早期断裂,使其疲劳寿命大幅提升约50%。
作为一家深耕底盘NVH领域的源头工厂,江西光益减震系统有限公司创建于1998年。创始人拥有40年以上橡胶减震产品开发经验,在衬套设计开发领域处于全球领先水平。依托SGS认证的IATF 16949体系、超200台高端制造设备(含多台400T以上全自动注射硫化机及CNC柔性产线),光益减震坚持将“缩径”作为提升主机厂底盘件寿命的标准工艺,致力于成为全球OEM最值得信赖的联合研发伙伴。
为什么全粘接型衬套总是在使用早期开裂脱胶?
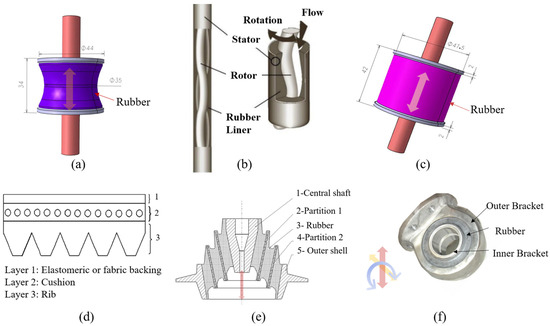
在底盘悬架系统(如控制臂、副车架)中,大量使用的是“内、外金属套和橡胶全粘接”的衬套结构。许多主机厂工程师发现,明明橡胶配方没有问题,但这类衬套装车后没多久内部就开始龟裂,甚至导致整车召回。
这种早期失效的根源隐藏在物理热胀冷缩的盲区中。硫化冷却后,橡胶体积收缩率远大于钢管,导致内部残存巨大的拉伸应力。叠加底盘工作载荷后,分子键极易被瞬间撕裂。
橡胶冷却收缩引发的内部拉伸应力深度解析
要彻底解决橡胶的早期撕裂问题,我们必须对其制造过程进行失效模式深度分析(FMA)。在全粘接型悬架衬套的硫化成型工序中,天然橡胶混炼胶在高达160℃至180℃的高温以及大吨位硫化机的巨大液压下,被注射进内管与外管之间的模腔中。在这一极端高温状态下,橡胶发生交联反应,并与表面涂有特种粘接剂的金属钢管实现了不可逆的化学死结粘合。
然而,致命的物理变化发生在产品脱模后的冷却阶段。当衬套从160℃的高温急剧冷却至25℃的室温时,材料必然发生体积收缩。问题的核心在于:天然橡胶的线膨胀系数与体积收缩率远远大于汽车级碳素钢管。橡胶材料在冷却时“极度渴望”向内收缩,但是由于它的内表面和外表面已经被两根坚硬的金属管牢牢“拉住”了,它根本无法实现自由收缩。
这种物理束缚导致了一个极其危险的后果——在常温静止状态下,橡胶分子链内部已经积蓄了极为庞大的“残余拉伸应力”。当这颗带有内伤的衬套被压入汽车控制臂,并在实际道路行驶中受到上下颠簸或加减速带来的外部冲击载荷时,受力侧原本就紧绷的拉伸应力会产生灾难性的成倍叠加。一旦叠加后的总拉伸应力超过了橡胶自身的极限抗拉强度,高分子链之间的化学键就会被瞬间生生撕裂,从微观的空穴迅速演变为肉眼可见的宏观裂纹,最终导致产品早期彻底破坏。
| 状态节点 | 橡胶物理状态与应力分布模型 | 对主机厂项目的实际影响 |
|---|---|---|
| 高温硫化时 (170℃) | 橡胶与金属完美贴合,发生化学交联,无内部应力 | 尺寸达标,初检合格,外观完美 |
| 室温冷却后 (25℃) | 橡胶剧烈收缩受阻,内部积蓄巨大残余拉伸应力 | 埋下撕裂隐患,静置期间易受臭氧攻击开裂 |
| 底盘装车受载时 | 外部路面冲击力直接叠加至内部拉应力之上 | 未达DVP寿命基准即发生早期撕裂或断裂 |
缩径工艺(Swaging)是如何成倍提升橡胶衬套耐久寿命的?
既然拉伸应力是导致橡胶撕裂的元凶,底盘工程师们就需要一种硬核的物理手段来强行逆转这种危险的受力状态,从根本上挽救产品的生命周期。
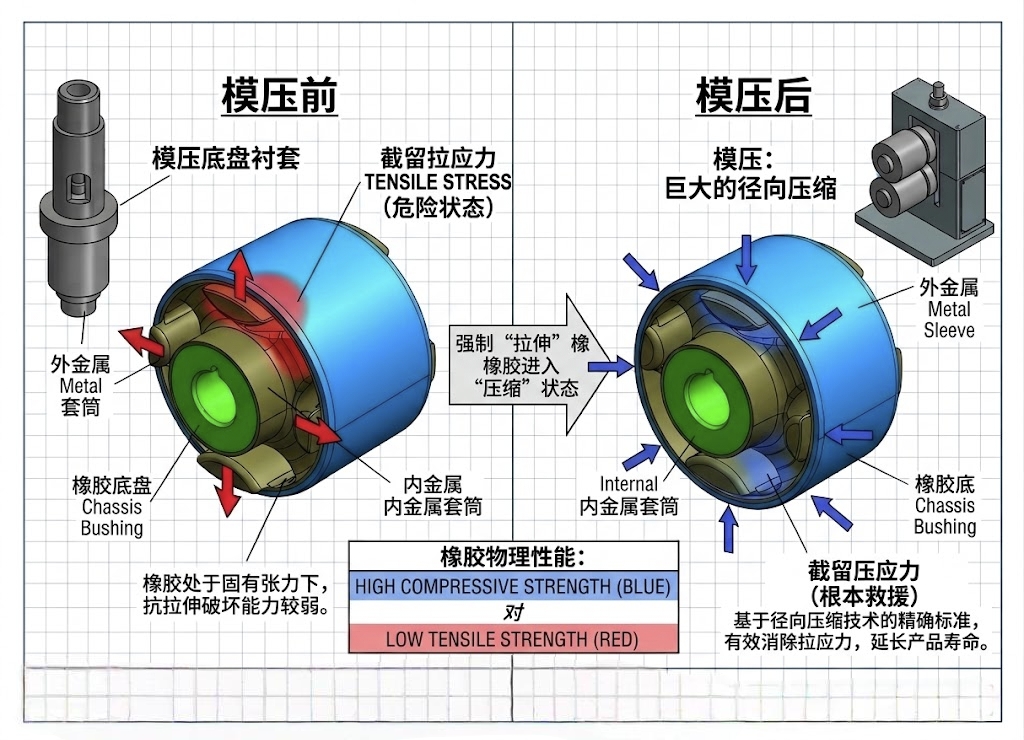
缩径工艺通过机械设备对外管施加径向强力挤压,迫使内部处于“被拉伸”状态的橡胶转变为“被压缩”状态。利用橡胶极度抗压但不抗拉的物理特性,完美抵消工作时的破坏力。
径向预压缩抵消工作拉应力的力学机理与实测验证
从高分子材料力学的基本定律来看,所有橡胶类弹性体都有一个共同的物理天性:“抗压缩性能远远高于抗拉伸性能”。也就是说,橡胶材料不怕被重兵器反复暴力挤压,但是极其害怕被强行拉扯。缩径(Swaging,也称缩管)工艺,正是完美利用了橡胶这一力学天性来拯救衬套的疲劳寿命。
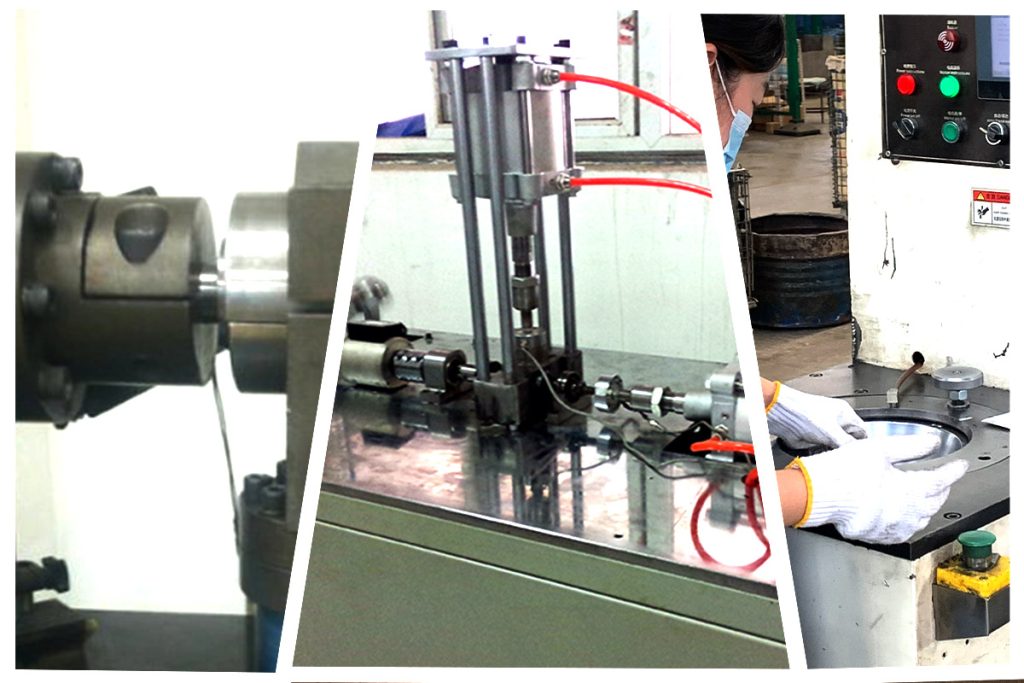
缩径工艺的实施流程,是在全粘接型衬套硫化成型并且完全冷却之后,利用重型数控拉拔机或八瓣模压机,对最外层的金属钢管施加极其强大的径向机械挤压,强行缩小外套的物理直径。当外管的直径被强制缩小时,它会向内狠狠地挤压内部的橡胶层。这种外界强加的机械挤压,不仅瞬间抵消了之前因为冷却收缩造成的“残余拉伸应力”,更进一步将橡胶分子链强行推入了一种永久性的“预压缩应力”状态。
这意味着什么?当完成缩径的衬套被安装到底盘上,车辆在经过减速带或坑洼路面受到强烈冲击时,外界施加在橡胶上的破坏性拉伸载荷,必须首先用来“解锁”并抵消掉这部分预先植入的“压缩应力”,然后才能真正开始对橡胶产生拉伸作用。通过精准调整外管的缩径量,我们可以确保橡胶在整个汽车生命周期的绝大多数工作路况中,始终处于不受拉扯的绝对安全状态。在江西光益的试验中心,我们通过三通道疲劳测试平台对同配方产品进行了极端的对比破坏测试:
| 测试项目与验证维度 | 未进行缩径工艺的普通衬套 | 江西光益标准缩径工艺衬套 | 性能提升幅度 |
|---|---|---|---|
| 微观受力状态 | 持续承受残余拉伸应力 | 持续保持预压缩安全应力 | 从源头消除分子链早期断裂风险 |
| 径向交变疲劳寿命测试 | 约30-45万次出现主轴严重撕裂 | 稳定突破80-100万次大关无损 | 疲劳寿命强悍提升约50%以上 |
| 主机厂DVP测试通过率 | 边缘化,极易引发早期索赔退换 | 轻松通过最严苛的百万公里模拟 | 确保底盘件满足全生命周期免维护要求 |
消除自由间隙与微调刚度:缩径工艺在底盘NVH调校中的隐藏功能
除了能够成倍提升底盘件的疲劳寿命,在主机厂进行整车路试后期,缩径工艺更是NVH(噪声、振动与声振粗糙度)调校工程师手中一个非常隐蔽却极其好用的“微调神器”。
缩径工艺不仅能通过挤压橡胶实现复杂结构的“零间隙”装配,更能通过改变径向的机械压缩量,在不开新模具的前提下快速微调衬套的径向与轴向动静刚度比。
动静刚度比微调与复杂模具脱模痛点解决策略
在现代高阶汽车底盘设计中,为了实现更完美的隔振效果,悬架衬套的结构变得越来越复杂。比如,某些带有特殊止动功能或缓冲唇边的产品,图纸要求在自由状态下特定部位必须是“零间隙(无间隙贴合)”的。然而,如果模具工程师直接按照这种“零间隙”去开发硫化模具,模具最薄弱的型腔钢材可能小于2毫米。在400T注射硫化机的超高压注射下,这薄薄的2毫米钢片极易变形甚至直接断裂,导致量产脱模成为不可能完成的任务。
此时,江西光益的制造工程团队会利用缩径工艺巧妙破局。我们在开模阶段,会故意将原本要求零间隙的部位留出3-5毫米的安全脱模间隙,确保模具坚不可摧且顺利量产。在产品硫化脱模后,我们对金属外套执行缩径加工。在外管收缩的强大挤压下,橡胶材料会产生向上或向侧方的体积位移,这种受迫位移会完美地闭合原本预留的安全间隙,最终在成品阶段精准实现图纸要求的无间隙止动功能。
此外,当主机厂底盘调校团队在试车场进行实车动态测试时,常常会发现车辆过弯支撑不足或滤震偏硬,急需微调衬套的径向与轴向刚度。但在项目后期重新开模耗时费钱。光益减震通过微调数控缩径机的压缩参数,可以极速响应这种微调需求。增大径向挤压,可使衬套径向刚度变大而轴向刚度相对变小。依托厂内配备的400Hz高频动态性能测试机,我们为客户提供数据化的刚度调校支撑:
| 刚度微调方向 | 增加缩径量后的物理变化 | 对主机厂整车调校的实际价值 |
|---|---|---|
| 径向刚度 (Radial Stiffness) | 橡胶被挤压得更紧实,刚度曲线抬升 | 提升车辆在高速过弯与紧急变道时的循迹性与强力支撑 |
| 轴向刚度 (Axial Stiffness) | 橡胶发生轴向延展,活动空间释放,刚度微降 | 显著改善悬架上下跳动时的机械干涉,提升滤震舒适感 |
| 扭转与锥摆干涉控制 | 内部预应力改变,运动干涉摩擦调整 | 抑制转向或悬架跳动时的细碎高频异响传导 |
直筒挤压(Die Drawing)与弹性夹头(Collet):两种主流缩径方式怎么选?
了解了缩径的巨大好处后,如何在大批量制造中实现这一工艺,是区分普通代工厂与顶尖Tier 1的关键。目前行业内主要有“直筒式”和“弹性夹头式”两种主流设备路线。
直筒式效率极高且表面呈镜面光洁;弹性夹头式则适合需要超大缩径量及带凸缘的异形外管。江西光益根据产品结构灵活配置产线以实现最优量产。

生产效率、外观质量与大缩径量的设备路线对比
在江西光益超200台的高端制造设备矩阵中,我们针对不同结构与量级的订单,灵活配置不同的缩径产线:
- 直筒式缩径(Die Drawing/挤压模拉拔): 即将产品强行推入一个比外径略小的锥形模具孔中实现压缩。它的优点是速度极快、生产效率高,且挤压后外管表面非常平滑,外观质量好。缺点是受模具物理限制,一次性不能缩太多,对于需要大比例缩径的产品,必须分多个模具多次挤压,且挤压时容易产生摩擦噪音。
- 弹性夹头式缩径(Collet Swaging/八瓣模缩口): 利用多瓣弹性夹头从四周向中心同时加压。这种工艺的优点是一次性缩径量非常大(可达3-5mm),而且可以通过电脑数控微调缩径尺寸,适合加工带有凸缘等复杂异形外管的衬套。但缺点也很明显,夹头合拢时极易在外管表面留下合模压痕(夹伤),且重型数控夹具设备的造价极其昂贵。
| 缩径工艺设备 | 适用产品结构特征 | 量产核心优势 | 存在的工艺局限性 |
|---|---|---|---|
| 直筒挤压式 (Die Drawing) | 直管形、无凸缘结构的常规衬套 | 加工极快,表面无痕镜面级光洁 | 单次变形量受限,大缩径需分段多次拉拔 |
| 弹性夹头式 (Collet Swaging) | 带法兰、翻边或超大尺寸的异形外管 | 一次性缩径量极大,尺寸数控微调 | 表面易残留轻微夹痕,模具设备造价极其高昂 |
缩径率与橡胶压缩率怎么计算?防止磷化膜破坏的结构设计壁垒
“既然缩径能大幅提升寿命,那是不是缩得越紧越好?”这是一个极其危险的技术误区。如果在产品研发初期没有进行精准的尺寸边界计算,产线上将爆发出灾难性的批量脱胶废品。
设计工程师必须将橡胶厚度压缩率设定在5%-10%以抵消冷却收缩,同时必须确保金属外套缩径率严格控制在5%以下,否则将直接压碎保护性的金属磷化膜导致彻底脱胶。
精准控制压缩边界以规避磷化膜破裂与化学键失效
要确保一颗经过缩径的底盘衬套既有超高寿命又不发生脱胶,江西光益的研发工程师在CAE有限元分析阶段,必须死死咬住两个核心的工程数学参数:
首先是橡胶厚度压缩率,其计算公式为:(T0 - T1) / T0 * 100%(其中T0为缩径前的橡胶层厚度,T1为缩径后的橡胶层厚度)。行业内资深的底盘专家通常会将最终的有效压缩率标定在5%至10%之间。但需要特别注意的是,这个数值必须是“净剩余压缩率”。即模具设计时必须先计算出橡胶配方的具体冷却收缩率,缩径的第一步动作只是“填补”这部分收缩。抵消掉收缩造成的拉应力之后,额外继续挤压带来的5%-10%厚度形变,才是真正赋予衬套超强抗疲劳能力的有效预压缩。
更为致命的瓶颈在于第二个参数:外套缩径率。计算公式为:(D0 - D1) / D0 * 100%(D0为原始外径,D1为缩后外径)。在江西光益的全自动抛丸与磷化生产线上,为了防止底盘件生锈并增强橡胶粘接力,金属骨架表面会通过化学反应生成一层致密的磷化晶体膜。这层微观晶体膜虽然防腐能力极强,但物理特性非常脆弱且极度缺乏延展性。一般情况下,外套缩径率必须严格控制在5%以下。如果挤压变形量过大,这层脆弱的金属磷化晶体膜就会被生生压碎、崩裂甚至大面积剥落。磷化膜一旦破坏,原本坚固的“橡胶-粘接剂-金属”化学链条就彻底断裂,导致极其严重的批量脱胶。
大批量缩径生产如何控制表面划伤与千万级良率?
对于具备千万级年产能的源头工厂而言,在实验室里用机床慢慢缩出一个尺寸完美的样品并不难;真正的地狱级挑战在于:面对OEM海量的交付订单,如何在高速量产中保证百万件尺寸的一致性,且绝不拉伤钢管的外表面。
江西光益通过特种防锈润滑体系解决冷焊拉伤难题,采用分段多次数控柔性缩径消化大变形量,并由MES防错系统实施全生命周期实时监控,确保大批量量产的绝对良率。
特种润滑防锈工艺与MES系统实时防错监控架构
在批量制造现场,缩径工艺(特别是直筒挤压拉拔工艺)是一个金属与金属之间发生超高压滑移摩擦的过程。如果在挤压前没有做好表面润滑防护,钢管表面就会发生极其严重的“冷焊(Galling)”现象,外管会被模具严重拉伤、刮花,甚至直接被撕裂。
为了彻底消灭这种外观致命缺陷,江西光益的制造工艺专家引入了极其严苛的摩擦学控制标准。在产品进入缩径工位前,必须通过自动喷涂设备在外管表面均匀涂布特种防锈润滑油。我们对油品的化学分子式管控到了严苛的程度:所有油品必须提前在试验中心经过长期的耐高温与耐臭氧老化测试,以绝对确保残存在衬套表面的润滑油滴,在未来十年的车辆使用中,绝不会对硫化橡胶分子产生任何溶胀、腐蚀或降解损害。
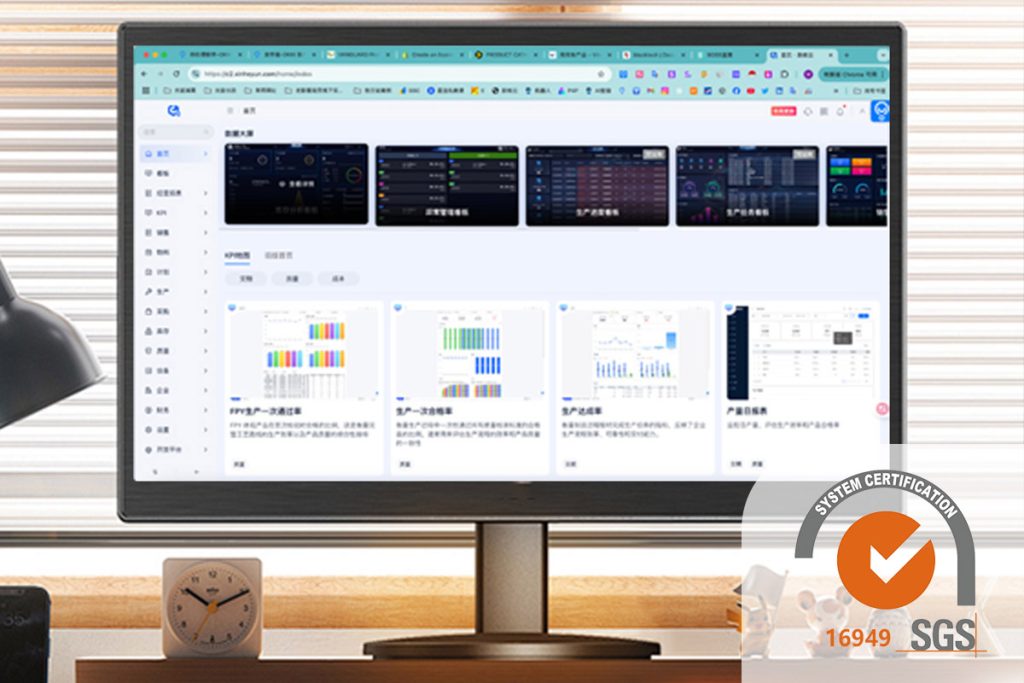
针对一些需要大比例缩径的复杂产品,单次强压不仅容易拉伤金属,还会导致尺寸反弹失控。我们依托高度自动化的CNC柔性机加工产线,设计了“分段多次阶梯缩径工艺”。通过多道锥度模具的渐进式压缩,完美消化了大变形量,确保最终下线的每一颗外套都拥有镜面般的光洁度与极高的尺寸CPK(工序能力指数)。更核心的是,江西光益将整个制造流程深度接入了MES(制造执行系统)。从400T注射机的硫化温度曲线,到每道缩径工序的液压数据,全部通过扫码绑定并实时上传云端监控系统。这种零死角的防呆防错管理架构,确保了我们发往全球的每一颗缩径衬套,都能完美兑现对主机厂的质量承诺。
携手江西光益,攻克底盘耐久性与NVH调校难关
汽车悬架衬套的可靠性,不仅决定了车辆NVH的行驶质感,更是捍卫底盘安全的最底层防线。一项看似常规的“缩径工艺”,在实际量产中却残酷地考验着工厂对橡胶热力学、金属表面化学、高频疲劳测试以及全生命周期数字化良率管控的极致整合能力。
以“为客户创价值”为核心价值观,江西光益减震系统有限公司始终坚持采用最严谨、最高精度的数控缩径工艺,致力于彻底解决底盘件早期疲劳开裂与脱胶的行业顽疾。如果您的主机厂或Tier 1新车型项目正面临衬套疲劳寿命不达标、动静刚度难以完美调配等技术瓶颈,请即刻联系我们并提供您的DVP需求或3D数模。我们将依托庞大的自有材料数据库与顶尖的NVH试验中心,为您快速出具专业的CAE仿真报告与高可靠性的大批量量产定制方案。