售后市场充斥着逆向开发的低端底盘衬套,装车后底盘发飘、异响频发,严重损害品牌商口碑。底盘加速老化与静谧性丧失,根源在于控制臂与副车架衬套的刚度矩阵失调。
汽车悬架系统的极限NVH调校,本质上是通过橡胶-金属减震件的三维刚度矩阵来实现操控与舒适的物理界限突破。只有精确匹配各阶衬套的动静刚度比,才能彻底切断高频共振与次级振动。
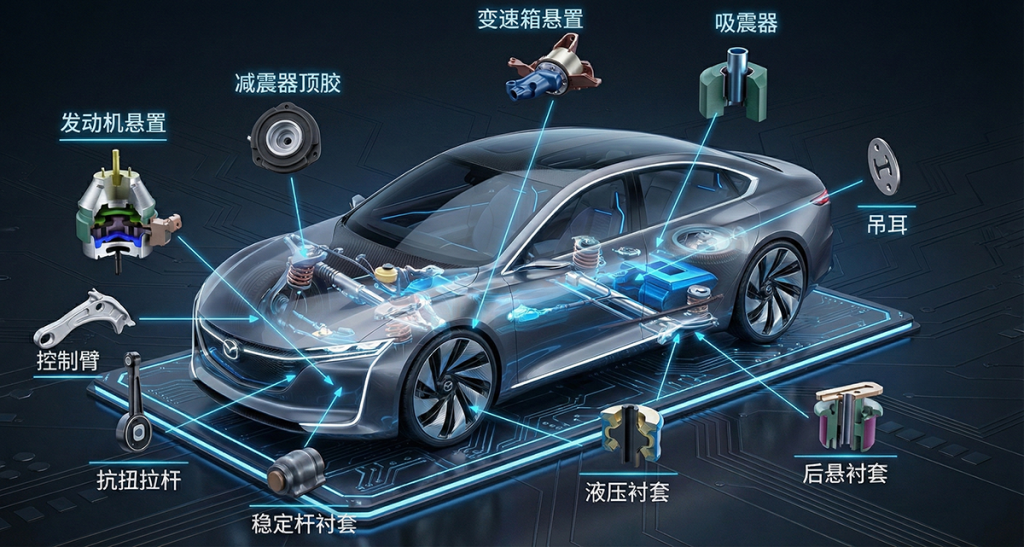
面对大型售后品牌商对OEM级原厂品质的严苛追求,江西光益减震系统有限公司(简称“江西光益”)凭借全厂超200台高端制造设备(含多台400T大型注射硫化机群)与三通道复合疲劳测试机,为您揭秘底盘NVH系统级解耦背后的底层逻辑。依托沉淀40年的橡胶配方数据库,我们助力全球售后品牌彻底告别低端价格战,重塑底盘件的性能壁垒。
副车架与差速器悬置的系统级解耦:如何通过动静刚度隔离次级振动与扭转冲击?
副车架和差速器是底盘系统的核心承载中枢,劣质的悬置衬套在车辆急加速或越野时无法吸收巨大的扭转冲击,导致车身剧烈抖动与低频轰鸣。
副车架与车身衬套作为二级隔振系统,必须在承受动力总成与悬架静态载荷的同时,提供极高的动态隔离率。通过靶向设定轴向与径向的动静刚度,可有效阻断次级振动与路面激振向座舱的传递。
深度解析:承载型悬置的FMA失效模式与刚度靶向锁定
对于大型售后品牌商而言,副车架衬套的早期塌陷(Sagging)是引发大面积客诉的致命问题。
- FMA(失效模式分析):静态沉降与高频动态硬化。 当车辆配备四驱系统或大扭矩发动机时,差速器与副车架衬套承受着极端的静态垂直载荷与动态扭转剪切。低端售后件通常使用劣质再生胶,在持续重载下,高分子链段发生不可逆的蠕变(Creep),导致衬套内部金属隔板与橡胶剥离。此外,为了防止衬套过早塌陷,低端工厂盲目增加橡胶硬度,这导致其在20~1000Hz的高频区间内动刚度急剧飙升,将路面粗糙的白噪声与差速器齿轮啮合的高频啸叫毫无保留地传入车身(即Ride & NVH性能全面崩溃)。
- 工程对策:结构分层与回弹(Rebound)位移控制。 江西光益在开发此类大型悬置时,严格遵循OEM级的双层结构设计逻辑。上方设计为高承载型衬垫,利用特定的硫化配方提供极强的静态刚体支撑(支撑Roll, Bounce, Pitch模态);下方则设计为Rebound衬垫,始终处于预压状态,精确控制车身的反弹位移。我们在内部植入高强度金属隔板,不仅控制了装配高度,更有效抑制了承载型衬垫的横向膨胀。
- 动静刚度比(Kd/Ks)验证体系: 基于我们40年的橡胶数据库,工程师通过调整有效与半有效硫化体系的比例,确保橡胶在提供足够静态载荷的同时,将关键激振频段的动静刚度比压制在极低水平。
| 参数维度 | 劣质售后副车架衬套 | 江西光益 OEM级悬置解决方案 |
|---|---|---|
| 静态承载能力 | 易发生永久性蠕变沉降,改变底盘高度。 | 引入补强剂配方,保证极低的永久变形率。 |
| 动态隔振率 | 动刚度飙升,高频路噪直达座舱。 | 靶向控制动静刚度比(Kd/Ks),彻底隔离20-1000Hz高频振动。 |
| 扭转限位功能 | 极限工况下橡胶芯易撕裂脱出。 | 植入金属支撑隔板,精确控制Rebound反弹位移。 |
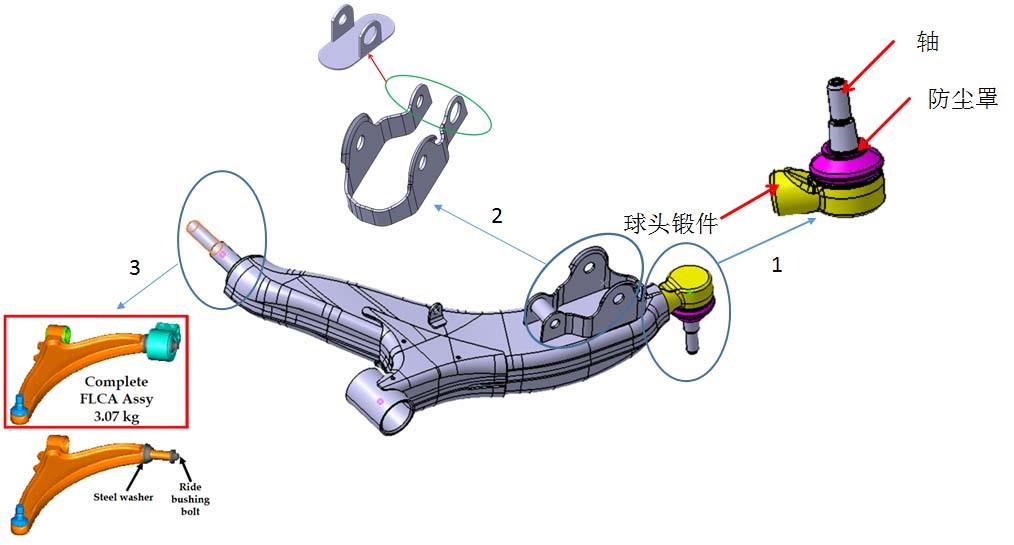
控制臂衬套的结构演进与三维刚度矩阵:从双边硫化到刚度调节板的极限调校?
售后控制臂总成最常遇到的技术灾难,是悬架在复杂路况下产生严重的几何畸变(K&C失准),或者衬套在受到极限冲击时直接从安装孔内轴向脱出。
控制臂衬套必须提供极低的锥摆刚度以确保平顺性,同时具备极高的径向刚度保障转向精度。从单边粘接到双边粘接,再到带刚度调节板的复合设计,是实现底盘三维刚度解耦的必经之路。
深度解析:悬架拉杆衬套的三维应力冲突与结构进化
悬架系统的每一根拉杆和控制臂,都在进行着极其复杂的空间运动。单纯的圆柱形橡胶衬套早已无法满足现代汽车对操控与舒适的双重要求。
- FMA(失效模式分析):机械粘接脱出与锥摆刚度过剩。 许多低成本售后件采用简单的机械粘接式衬套。这种结构最大的缺陷在于轴向约束力极弱,在遭受极限侧向G力时,橡胶胶芯极易从外管中滑脱。同时,传统的双边粘接圆柱衬套,其径向刚度与锥摆刚度(Conical Stiffness)呈强耦合关系。如果要提高径向刚度来保证转向不迟滞,其锥摆刚度必然随之增大,这就导致悬架在上下跳动时阻力巨大,严重破坏了乘坐平顺性(Ride Comfort)。
- 工程对策:不对称骨架与刚度调节板(Stiffness Plate)的植入。 为了彻底打破这一物理悖论,江西光益在高端控制臂衬套设计中,引入了球形内管与带刚度调节板的复杂双边粘接结构。通过球形内管设计,衬套在偏转时橡胶主要受剪切力而非压缩力,从而获得了极低的锥摆刚度。更核心的是,我们在橡胶内部精准预埋高强度刚度调节板。这一“黑科技”能够将衬套的径、轴向刚度比(Radial to Axial Ratio)从传统的 5:1 极限拉升至惊人的 15-20:1。这意味着我们可以使用较软的橡胶硬度(确保舒适与低频隔振),同时通过骨架硬限位达到极高的径向支撑力(确保转向极度精准)。
- 制造壁垒:缩径残余应力释放。 带有刚度调节板的衬套在制造后,必须经过缩径(Swaging)工艺以施加预压缩应力提升疲劳寿命。然而,低端工厂的缩径往往导致内管与调节板之间产生致命的拉应力,诱发早期疲劳断裂。江西光益凭借精密的模具设计与工艺补偿算法,完美释放了内部残余拉应力。
| 衬套结构类型 | 核心应用场景与物理特性 | 常见售后质量痛点 |
|---|---|---|
| 机械/单边粘接式 | 成本低廉,衬套可自由旋转至中性位置。 | 极易发生轴向滑脱,刚度无法精准调节。 |
| 球形内管双边粘接 | 低锥摆刚度与高径向刚度完美结合。 | 加工成本高昂,对硫化界面粘接要求极高。 |
| 带刚度调节板结构 | 突破物理极限,实现15-20:1的径轴向刚度比。 | 缩径工艺不当极易导致内部骨架疲劳断裂。 |
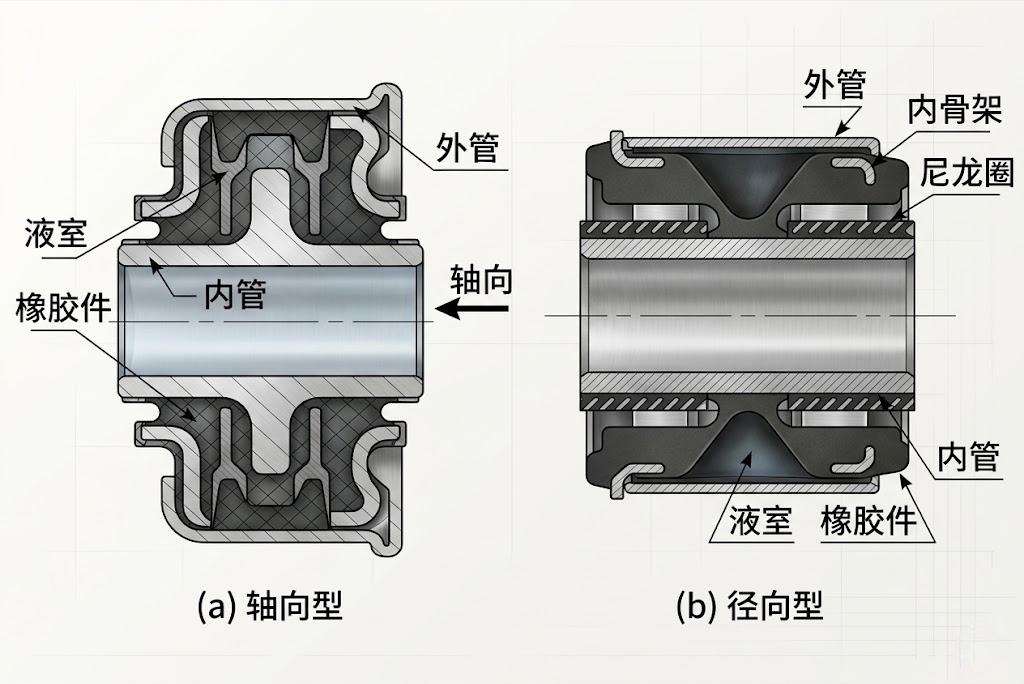
液压衬套(Hydro-mount)的宽频靶向阻尼:流体力学如何彻底绞杀Hop模态与制动抖动(Judder)?
传统纯橡胶衬套在面对车辆车轮Hop模态(10-17Hz)或剧烈的前轮制动抖动(Brake Judder)时,其材料固有的物理阻尼严重不足,导致底盘产生无法抑制的共振。
液压衬套利用内部惯性通道与液流共振,在特定低频段产生巨大的阻尼峰值吸收剧烈跳动;而在200-500Hz高频区间,其动刚度呈现断崖式下降,实现路噪的完美隔离。
深度解析:流体-固耦合边界与宽频段动刚度突变
液压衬套(Hydraulic Bushing)是底盘橡胶件皇冠上的明珠,它将不可压缩的流体力学与超弹性高分子材料完美结合,是高端车型解决悬架低频共振的终极武器。
- FMA(失效模式分析):液腔破裂与高频动态硬化。 售后市场上的劣质液压衬套,往往只是虚有其表。由于橡胶配方抗疲劳性差,或者铝/塑内芯粘接不牢,在经过几万公里的路面冲击后,橡胶主簧(Main Spring)发生微裂,内部乙二醇基液压油泄漏,衬套瞬间沦为一具空壳,底盘异响随之爆发。此外,如果内部的惯性通道(Inertia Track)流体力学设计不达标,液体无法在目标频段发生共振,导致衬套在高频微振幅下(200-500Hz)动刚度不仅不下降,反而发生动态硬化,将路面粗糙白噪声全部放大。
- 工程对策:惯性通道流体力学调校与微波瓣设计。 江西光益在开发液压控制臂衬套(通常沿径向或轴向阻尼方向布置)时,深入研究了流体-固态耦合边界。我们在阻尼方向上设置两个充满液体的液腔,中间通过一条经过精密测算的细长惯性通道相连。当来自路面的低频大振幅撞击激励(如过减速带)传来时,液体在通道内高速强制流动并发生共振,伴随着主簧体积刚度的放大,产生极高的阻尼(滞后角峰值),瞬间吸收巨量冲击动能。而针对前轮刹车不平衡力导致的Judder激励或高频路噪,我们会设计极高灵敏度的解耦膜(Decoupler)或微波瓣。在高频小振幅下,液体通过解耦膜微动而非流经长通道,使得动刚度骤降,甚至比普通纯橡胶衬套更低。
- 极限密封与装配工艺: 液压衬套的制造壁垒在于绝对密封。江西光益采用全自动水下压装工艺与特种橡胶硫化技术,确保在极端高低温交变与数百万次扭转冲击下,液腔保持100%零泄漏。
| 激励工况 | NVH物理特征 | 江西光益液压衬套响应机制 |
|---|---|---|
| 低频大振幅 (10-20Hz) | 车轮Hop模态、过减速带剧烈跳动。 | 液体流经惯性通道产生剧烈共振,滞后角达峰值,耗散冲击能量。 |
| 中高频中振幅 (20-100Hz) | 前轮刹车Judder抖动、发动机次级振动。 | 通过结构解耦与主簧刚度匹配,迅速衰减共振模态。 |
| 高频小振幅 (200-500Hz) | 粗糙路面高频白噪声、电机啸叫。 | 解耦膜开启,液流阻力消除,动刚度断崖式下降,隔绝高频路噪。 |
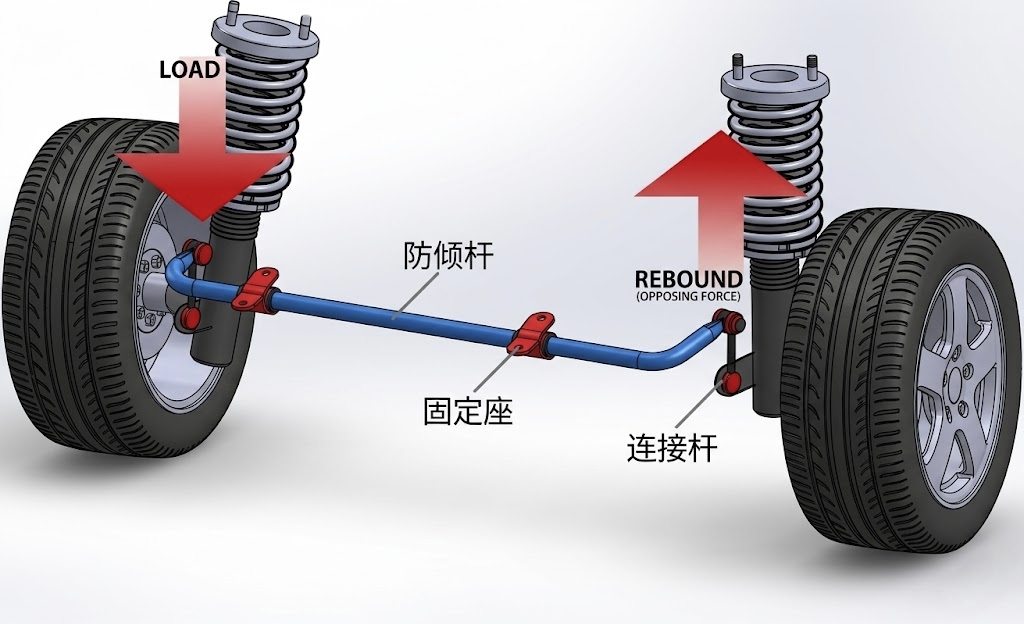
横向稳定杆衬套的FMA分析:低温摩擦异响(Squeak)的消除与扭转应力闭环?
在冬季严寒环境下,车辆过减速带时底盘发出的刺耳“咯吱(Squeak)”异响,是大型售后品牌商面临的头号高频客诉,其元凶往往就是横向稳定杆衬套。
横向稳定杆衬套不仅限制稳定杆的轴向位移,更提供额外的扭转刚度。解决低温摩擦异响的核心在于彻底阻断干摩擦,通过特殊特氟龙内衬或过盈粘接工艺,实现应力闭环。
深度解析:Stick-Slip摩擦效应与界面应力控制
稳定杆作为悬架的抗侧倾中枢,当车辆急剧转弯时,提供极大的扭转刚度以避免过量横摆。而中间的橡胶衬套不仅要承受巨大的径向挤压力,还要应对稳定杆的剧烈扭转。
- FMA(失效模式分析):Stick-Slip粘-滑效应与干摩擦异响。 最传统的稳定杆与衬套配合为间隙或微过盈配合。当环境温度骤降时,售后劣质橡胶衬套迅速硬化收缩,导致稳定杆与橡胶内孔之间的包覆力变得极不均匀。当悬架发生跳动,稳定杆被迫在橡胶孔内剧烈扭转,由于界面缺乏润滑,产生了典型的“Stick-Slip(粘-滑)”现象。这种高频的干摩擦激发了橡胶的表层共振,进而产生极其刺耳的咯吱声。同时,相对滑动加剧了橡胶的磨损,导致间隙变大,最终完全丧失了对稳定杆轴向运动的约束功能。
- 工程对策:PTFE编织内衬与化学粘接闭环。 为彻底斩断这一客诉源头,江西光益为高端售后客户提供了两种终极解决方案。方案一:在橡胶衬套内孔高温硫化一层高强度聚四氟乙烯(PTFE,特氟龙)编织网。这种自润滑材料将干摩擦系数降至冰点,即便在零下40度的严寒中,稳定杆依然能顺滑扭转,彻底消灭摩擦异响。方案二:针对高性能车型,我们采用化学粘接剂或方形过盈结构,将稳定杆和衬套完全硫化连结在一起。此时,稳定杆的扭转不再产生滑动摩擦,而是完全依靠橡胶材料本身的剪切变形来吸收能量。
- 扭转刚度的额外赋能: 采用粘接闭环工艺后,衬套橡胶的剪切刚度被叠加到稳定杆系统中。江西光益的工程师通过精确计算橡胶配方的剪切模量,可以利用衬套刚度来大幅增加悬架系统的整体扭转刚度,从而显著提升汽车的高速操纵稳定性。
| 防异响工艺路线 | 技术实现原理 | 适用场景与优劣势 |
|---|---|---|
| 常规石蜡/硅油析出 | 在橡胶配方中混入润滑剂,随时间缓慢析出。 | 成本低,但耐久极差,润滑剂耗尽后异响复发。 |
| 特氟龙 (PTFE) 编织内衬 | 在内孔硫化PTFE层,提供永久极低摩擦系数。 | 彻底消除摩擦异响,寿命极长,但制造工艺复杂。 |
| 一体化化学粘接硫化 | 将稳定杆与衬套直接硫化粘合,将滑动转为橡胶剪切。 | 无相对运动,提供额外抗侧倾刚度,属高性能极限调校方案。 |
CAE联合仿真与刚度矩阵匹配:大型售后品牌商如何实现OEM级底盘减震件的数字孪生博弈?
在底盘件的售后替换市场中,逆向开发常常陷入“形似神不似”的泥潭。如果仅靠三维扫描抄数,根本无法还原原厂橡胶复杂的非线性刚度曲线,导致装车后性能严重拉胯。
高级底盘减震件的开发必须依托CAE联合仿真。通过导入真实的超弹性本构模型,在虚拟空间内逆向推导并匹配应变矩阵,帮助售后品牌商实现超越原厂的数字孪生逆向工程。
深度解析:超弹性本构模型与APQP开发周期的降维打击
橡胶是高度非线性的不可压缩材料。普通的金属力学仿真软件对其完全失效。想要复刻甚至超越OEM原厂的底盘质感,必须掌握底层材料数据。
- FMA(失效模式分析):盲测导致的结构破坏与刚度失真。 如果没有精确的前期数字计算,售后工厂在逆向开发时,只能依据外观尺寸盲目调整橡胶硬度。这极易导致衬套在偏转或扭转工况下的刚度矩阵与原厂K&C参数严重不符。装车后,要么悬架响应迟钝,要么在极限压缩时橡胶发生应力集中(Red Zones),导致胶核脱出或控制臂撕裂。
- 工程对策:依托40年数据库的CAE数字博弈。 江西光益在赋能大型售后品牌商时,全面引入基于Mooney-Rivlin、Ogden等经典超弹性本构模型的CAE有限元分析。由于我们积累了40年的完善橡胶材料数据库,拥有海量独家配方的应力-应变曲线(E/N),这使得我们的仿真云图具备极高的工程指导意义。当客户提供原厂样件的动静刚度参数目标后,我们在虚拟环境中逆向调整衬套的拓扑结构(如金属骨架倒角、橡胶主筋厚度)。
- 数字孪生锁定目标参数: 通过多轮迭代计算,我们在模具切削前就已精确锁定了该衬套在径向、轴向、偏转角的刚度曲线,并确保其完美重合甚至优于OEM原厂公差带。这种强大的联合研发能力,帮助售后品牌商将试错周期缩短了60%以上,实现了数字闭环。
| 售后开发阶段 | 传统逆向抄数模式(盲测) | 江西光益 CAE 数字孪生策略 |
|---|---|---|
| 非线性刚度还原 | 仅模仿外观,刚度全凭手工试错调配。 | 导入本构模型逆向推导应力矩阵,开模前达成95%准确率。 |
| 应力集中与寿命预测 | 等待路试样件断裂后被迫修改模具。 | 捕捉FEA云图“红区”,在数字环境中提前完成结构拓扑优化。 |
| 新品首发上市周期 | 反复修模,动辄数月,错失市场先机。 | 大幅压缩APQP周期,首件样件即达到原厂装车性能指标。 |
跨越实车寿命极限与量产鸿沟:400T大吨位注射硫化与多通道疲劳验证平台?
售后底盘件在恶劣路况中往往撑不过两年。如何保证百万级量产批次的极限寿命与刚度一致性,是所有大型售后品牌商面临的最大痛点。
对抗恶劣工况与千万级批次波动的终极武器,是多通道复合疲劳物理打点与400T高压注射硫化的极限智造。严苛的制造与验证壁垒,构筑了底盘减震件零缺陷交付的底气。

深度解析:多维物理刑具与全流程MES过程控制
再完美的静态参数与仿真云图,都必须跨过极其残酷的量产一致性与疲劳寿命验证这两道鬼门关。
- FMA(失效模式分析):传统模压气泡与单轴向测试漏洞。 首先在制造端,传统的平板模压工艺热量传递极慢。在面对复杂的大型副车架衬套时,表层过硫化发脆,内部却欠硫化并夹杂微小气泡。这些致命气泡在受力时引发应力集中,导致衬套提前撕裂,且同批次产品刚度离散度极大。其次在验证端,真实底盘受力是立体的。如果出厂前只做简单的上下径向挤压疲劳测试,往往测试满分,一旦装车,多向耦合应力会瞬间撕裂橡胶与金属结合面。
- 工程对策:400T高压注射消除死角与批次波动。 江西光益全面换装多台400T以上的高端全自动注射硫化机。在极高的注射压力下,混炼胶瞬间填满模腔各个死角,不仅彻底排空了微小气泡,更实现了超高的分子交联致密度。这使得出模后的千万件产品都坚如磐石,NVH刚度曲线高度重合。同时,全厂覆盖的MES(制造执行系统)对每一台设备的合模压力、注射速度进行毫秒级抓取,一旦参数越线自动锁机,从物理与数字双层面阻断了不良品的流出。
- 跨越百万次打点的三通道疲劳验证: 为捍卫OEM级别的绝对寿命,江西光益试验中心装备了硬核的三通道复合疲劳测试机。我们拒绝单一方向推拉,而是利用高精度伺服液压缸,对打样总成同步施加X/Y/Z三轴的垂直冲击、纵向推拉与旋转扭转,1:1复现底盘在非铺装路面上的复合动态力。样件必须在跨越数百万次的立体物理打击后,保持金属与橡胶界面零剥离、刚度衰减率严格控制在15%以内,才能正式放行交付。
| 极限制造与验证壁垒 | 传统售后工厂工艺短板 | 江西光益(GJBUSH) OEM级智造体系 |
|---|---|---|
| 橡胶硫化成型工艺 | 平板模压易产生内部气泡,交联密度不均,寿命短。 | 400T大型全自动注射硫化,强力排空死角,交联极致密。 |
| 实车疲劳寿命验证 | 仅做简单的单轴向上下推拉测试,无法暴露真实隐患。 | 三通道复合疲劳测试机,X/Y/Z多向应力耦合打点数百万次。 |
| 量产批次一致性管控 | 依靠人工抽检,不良品易流入市场导致大面积客诉。 | 全流程MES系统毫秒级防呆锁死,实现千万级零缺陷交付。 |
结论:以OEM级制造实力重塑全球底盘减震售后供应链
汽车底盘悬架的每一次NVH博弈,本质上都是对底层材料科学与极限制造工艺的残酷考验。从副车架及控制臂三维刚度矩阵的精妙解耦,到液压衬套流体力学的高频靶向扼杀,再到依靠400T全自动注射硫化与三通道疲劳验证构筑的质量长城,每一个环节都不容有失。江西光益减震系统有限公司凭借40年沉淀的橡胶配方数据库与极其强悍的硬核测试矩阵,正以直接制造工厂的身份,全面赋能全球大型售后品牌商。如果您正在为旗下产品线的底盘异响、寿命短、路噪大而苦恼,或需要极具稳定性的千万级保供体系,欢迎随时将您的3D模型或原厂对标件提交至江西光益,我们将以最专业的联合研发矩阵,为您打造极具统治力的底盘减震件量产护城河。