当车辆在过减速带时前悬架传出沉闷的“哐当”声,或在原地打方向时伴有干涩的“咯吱”异响,底盘NVH(噪声、振动与声振粗糙度)的防线往往已从内部被突破。这种物理表象背后,绝大多数并非减震筒漏油,而是悬架顶部的关键软连接——减震顶胶(压力顶胶)发生了不可逆的物理失效。
减震器顶胶(Strut Mount)是连接车身与悬架核心的弹性基座,通常由高强度金属骨架、减震橡胶与推力轴承硫化装配而成。它负责将减震弹簧与减震筒的冲击能量进行最终缓冲,吸收高频路噪并提供转向轴承支撑。高品质顶胶能彻底消除底盘异响,恢复转向精准度与整车NVH静谧性。

面对日益严峻的全球整车质保期限与严苛的NVH声学标准,Tier 1(一级配套厂)在进行底盘系统与悬架总成集成时,亟需具备深厚材料科学底蕴与极限制造能力的底层减震件供应商。江西光益减震系统有限公司(简称“江西光益”)自1998年建厂以来,始终以“品质为先,服务至上”为内核。依托创始人超40年的橡胶减震产品开发经验、千万级产能的400T大型注射硫化机群以及高度集成的MES数字化管控体系,我们将从直属智造工厂的工程视角,为您深度解剖减震顶胶的失效机理与高标准制造壁垒。
减震顶胶的系统级定义:悬架双路径隔振(Dual-Path)与运动学核心枢纽?
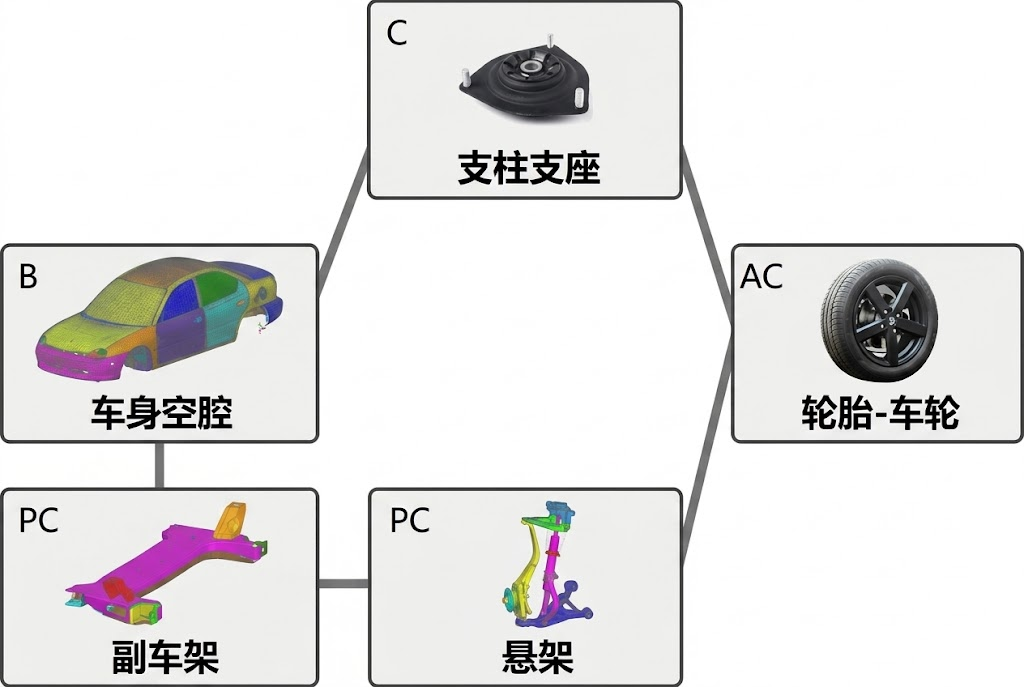
在传统的维修认知中,减震顶胶仅仅是一块防止金属与金属直接硬碰硬的“橡胶垫片”。但在现代乘用车的麦弗逊或多连杆前悬架架构中,顶胶是一个承受着多向复杂应力、负责整车模态解耦的绝对运动学枢纽。
高级减震顶胶广泛采用双路径隔振(Dual-Path)工程设计,它将螺旋弹簧的静态高载荷与减震筒的动态高频阻尼力分离,通过不同的物理路径传递至车身。这种解耦设计能分别优化车辆的低频支撑与高频吸震,是提升底盘豪华质感的关键。
深度解析:双路径受力分析与CAE联合开发逻辑
在复杂的底盘动态受力模型中,悬架向上冲击的力并非单一的垂直向量。当车辆高速过弯或紧急制动时,顶胶需要同时承受巨大的轴向压缩力、径向剪切力以及悬架偏转带来的扭矩。
- 单路径与双路径(Dual-Path)的NVH差异: 早期的单路径顶胶将弹簧的支撑力与减震筒的活塞阻尼力汇聚于同一个橡胶基体上。这导致为了支撑车重,橡胶必须设计得极硬,从而丧失了对高频细碎震动的吸收能力。现代双路径设计中,江西光益的工程师通过内圈橡胶处理减震器活塞杆的高频低幅振动,外圈或独立支撑座处理弹簧的低频高幅冲击。这使得悬架的刚度矩阵得到了完美的解耦。
- CAE虚拟验证与刚度矩阵测算: 为协助Tier 1供应商快速高效、低成本地开发新项目,江西光益深度应用计算机辅助工程(CAE)。在收到主机的悬架载荷谱后,我们将自有数据库中高精度的橡胶本构模型导入有限元分析(FEM)软件,模拟顶胶在极限路况下的应力集中点(Hotspots)。通过不断优化橡胶断面的几何倒角与金属骨架的翻边厚度,我们在虚拟样车阶段即可锁定最佳的三维动静刚度参数,大幅缩短物理试错周期。
| 顶胶技术架构 | 载荷传递特征 | NVH与操控性能表现 | 适用车型范围 |
|---|---|---|---|
| 传统单路径 | 弹簧与减震筒载荷共用一条传递通道。 | 路感粗糙,高频碎震容易直达座舱;支撑刚度与舒适性无法兼顾。 | 低端微型车、早期经济型轿车 |
| 现代双路径 | 弹簧力传至车身外塔包,减震阻尼力通过中心橡胶过滤。 | 高频滤震极佳,大幅降低底盘轰鸣声;提升麦弗逊悬架过弯支撑性。 | 中高级轿车、新能源汽车、豪华SUV |
从表象到物理根因:顶胶四大常见失效模式分析(FMA)?
消费者在售后市场抱怨的“过坑异响”、“方向盘跑偏”或“底盘松散”,在供应商质量工程(SQE)的严密分析框架下,都必须被精准翻译为材料学的物理失效指标。如果不根除这些物理病灶,单纯的更换总成只会导致问题在几万公里后再次爆发。
顶胶失效主要表现为橡胶本体的疲劳撕裂、金属骨架的界面脱胶、长期的蠕变永久变形,以及内部推力轴承的破损卡滞。这些不可逆的物理损伤直接破坏了悬架的几何定位参数,导致NVH性能呈断崖式下跌。

深度解析:顶胶失效的物理学溯源与验证手段
汽车底盘橡胶件的失效是一个多物理场耦合的过程,江西光益的试验中心通过对大量路试退役样件的拆解分析,将顶胶失效归纳为以下四大核心模式:
- 疲劳撕裂(Fatigue Tearing)与异响: 当车辆以未减速状态暴力冲过减速带时,瞬间的数十千牛(KN)冲击力会令橡胶分子链产生极限拉伸。若橡胶材料的撕裂强度不足,微观裂纹会迅速扩展为宏观断裂。此时减震活塞杆失去缓冲,直接撞击金属骨架,产生沉闷的“哐当”声。
- 蠕变变形(Creep)与方向偏移: 车辆长年累月的静态自重压迫,加上发动机舱的高温辐射,会使普通橡胶发生严重的塑性变形(蠕变)。当顶胶塌陷偏心后,减震器主销后倾角与外倾角发生不可逆偏移,直接导致车辆高速行驶时方向无法自动回正,甚至产生严重的轮胎偏磨。
- 界面脱胶(Debonding)与高频共振: 硫化工艺不良会导致橡胶与金属骨架的粘接面发生剥离。脱胶后的顶胶彻底丧失了三维约束力,底盘与车架形成间歇性的刚性碰撞,导致极高频的路噪与机械共振毫无保留地传导至座舱。
- 失效验证与防范: 为了从源头切断这些失效,江西光益在研发验证阶段配置了10KN、100KN至200KN量程的系列电子拉力机。每一款新开发的顶胶,都必须接受极限破坏性的推脱力(Push-out force)与拉拔测试,确保即便橡胶基体被完全撕碎,硫化粘接界面也绝不发生丝毫剥离,彻底守住整车安全的底线。
阻断高频路噪的最后防线:高阻尼橡胶配方定制与动态刚度匹配?
在整车的NVH传递路径中,减震器顶胶是“路面-轮胎-悬架-车身”这条结构声传递链条上的终极关卡。如果顶胶的配方调校失当,轮胎碾压粗糙柏油路面产生的白噪声,将直接转化为座舱内令人烦躁的低频轰鸣(Booming noise)。
作为NVH的最后一道防线,顶胶必须具备精确的高频动态阻尼。依托庞大的材料数据库进行靶向橡胶配方定制,工程师能够精确控制顶胶的动静刚度比,使其有效吞噬100Hz以上的结构传声,同时保证低频大振幅下的强力支撑。
深度解析:动态迟滞效应与400Hz高频台架实测
橡胶材料在NVH工程中具有令人又爱又恨的“动态硬化”特性。一个在静态下捏起来很软的顶胶橡胶,在遭受100Hz以上的高频微幅震动时,其物理表现可能会变得像钢铁一样坚硬,完全丧失隔音减震能力。
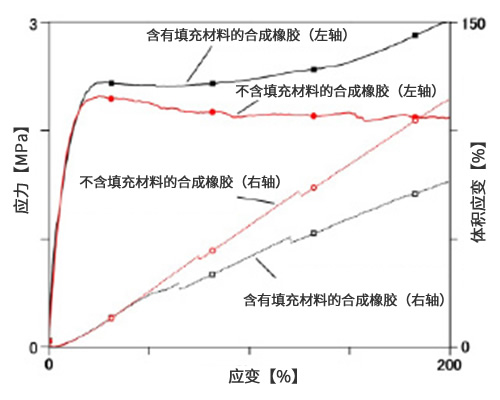
- 配方级高频阻尼定制: 解决这一难题的核心在于底层材料科学。江西光益引以为傲的技术壁垒,便是公司耗费40余年心血建立的庞大“橡胶材料数据库”(包含数以万计的S/N疲劳寿命曲线与E/N应力应变数据)。我们无需盲目试错,即可根据Tier 1客户的声学要求,通过微调天然橡胶(NR)中的炭黑补强体系与硫化剂比例,提升材料的“损耗因子(Loss Factor,即 $\tan \delta$)”。高损耗因子的配方能在高频振动下产生强烈的分子内摩擦,将破坏性的机械振动能高效转化为热能耗散掉。
- 400Hz高频动态性能扫频: 理论配方必须经过严酷的物理台架验证。我们的NVH试验中心斥巨资引进了行业顶尖的400Hz高频动态性能测试机。在产品出厂前,我们会对顶胶施加预载荷,并在20Hz至400Hz的宽频带内进行动态扫频。通过输出高精度的动刚度与阻尼角曲线,我们能确保该配方在抑制电机高频啸叫与粗糙路面高频激振时,动刚度不发生断崖式飙升。这种将测试验证逼近物理极限的做法,是保障OEM批量装车后底盘静谧性高度一致的核心手段。
转向轴承的集成与运动学几何:攻克原地转向异响与回正力矩衰减?
在最为普及的麦弗逊(MacPherson)独立前悬架系统中,减震器不仅起到垂直减震的作用,更是转向系统的主销(Kingpin)。当驾驶员转动方向盘时,整个减震器总成与螺旋弹簧会随车轮一同旋转。这就要求顶胶必须集成一套极高精度的平面推力轴承。
高质量的减震顶胶完美集成了低摩擦系数的推力轴承。这种轴承设计能承受极端的弹簧轴向载荷,确保车辆转向轻盈、回正迅速;一旦轴承密封失效导致泥水侵入,便会引发严重的原地转向异响及转向滞后。

深度解析:轴承摩擦力矩控制与密封防腐工程
许多车辆在行驶三五年后,会出现原地打方向时发出干涩的“咯咯”声,且方向盘感觉异常沉重,这几乎100%是顶胶内部的压力轴承出现了灾难性磨损。
- 摩擦力矩与回正几何: 顶胶轴承需要长期承受半个车头的静态重量(数百公斤),同时还要频繁进行高压下的旋转运动。如果轴承滚珠磨损或润滑脂干涸,其旋转摩擦力矩将急剧增大。这不仅会使得电子助力转向系统(EPS)电机过载,更会产生“粘滞-滑移(Stick-slip)”现象,导致方向盘回正力度大幅衰减,车辆在高速行驶时丧失直线循迹性,极易使驾驶员产生疲劳。
- 极端防腐密封与高压装配: 轴承的杀手是环境侵蚀。为了攻克雨雪天气下的泥沙与融雪剂倒灌,江西光益的轴承组件采用迷宫式多唇密封圈结构,并填注全天候宽温域(-40℃至120℃)特种润滑脂。在装配环节,我们采用高精度的全自动伺服压装机,配合实时压力-位移监控系统,确保轴承压入金属骨架时的同轴度公差控制在极小范围内,严防压装偏斜导致的早期卡死。同时,结合试验中心的盐雾试验箱进行数百小时的连续喷淋验证,确保总成在全生命周期内顺滑如初。
抗极限冲击的智造壁垒:金属骨架表面处理与注射硫化成型工艺?
当驾驶员没有减速,以60km/h的速度冲过一条厚重的减速带时,强大的破坏性能量将直接轰击在顶胶上。如果制造工艺存在任何瑕疵,顶胶的橡胶基体将瞬间与金属骨架剥离,这被称为灾难性的脱胶失效。
抵御极限冲击的核心在于制造工艺中橡胶与金属骨架的分子级化学交联。通过建立全自动前处理流水线与400T大吨位注射硫化成型工艺,顶胶能实现超高密度的物理结合,彻底杜绝批次性脱胶顽疾。

深度解析:MES数字化管控与高压交联工艺
底盘橡胶件的制造门槛极高,尤其是在解决厚壁顶胶“内部气泡”与“硫化不均”问题上。江西光益拥有超200台高端制造设备,彻底摒弃了落后的人工作业,将过程控制与管理做到了极致。
- 全自动抛丸与微米级涂胶: 橡胶与金属的完美粘接,前提是金属骨架表面的绝对活化。我们的CNC机加工部件下线后,会直接进入全自动脱脂、抛丸及磷化生产线。抛丸工艺精准控制了金属表面的微观粗糙度;随后,自动化涂胶系统在恒温恒湿环境下,将底涂与面涂胶水均匀地喷涂在骨架上,厚度公差控制在微米级别,为后续的化学交联铺平了道路。
- 400T注射机群与MES秒级监控: 传统模压工艺依靠模具缓慢传热,厚重的顶胶极易出现“外熟内生”或因排气不良产生内腔气泡。江西光益全面部署了多台400T以上的大型注射硫化机。在螺杆的高速剪切下,高温混炼胶瞬间被高压注入闭合模腔,极致的压力将橡胶密度压榨到物理极限,彻底杜绝了内部空洞。更为关键的是,我们全厂运行的MES(制造执行系统)会对每一模的合模压力、注射速度、硫化温度曲线进行秒级数据记录与归档溯源。辅以硫变仪与门尼粘度仪对胶料的实时抽检,确保了千万级年产能下,每一件交付给Tier 1客户的产品都拥有坚如磐石的品质。
实车路谱再现与耐久验证:高频动态测试与多通道疲劳打点?
为全球顶尖的Tier 1供应商与主机厂配套开发底盘安全件,不能仅仅依靠精美的3D图纸和有限元仿真数据。产品必须在下线前,经受住能够复现几十万公里真实恶劣路况的物理台架“虐待”。
顶胶的抗疲劳耐久性必须经过多通道疲劳测试平台的极限打点验证。通过导入整车厂的真实试车场路谱(RLDA),对顶胶施加径向、轴向与偏摆复合载荷,以确保产品满足甚至超越OEM的全生命周期质保要求。
深度解析:定制化DVP验证与极端环境舱交叉测试
汽车底盘在真实世界中承受的并非简单的单向正弦波振动,而是充满随机性与突变性的宽频复合激振力。江西光益的试验中心通过打造豪华的试验矩阵,赋予了产品绝对的安全冗余:
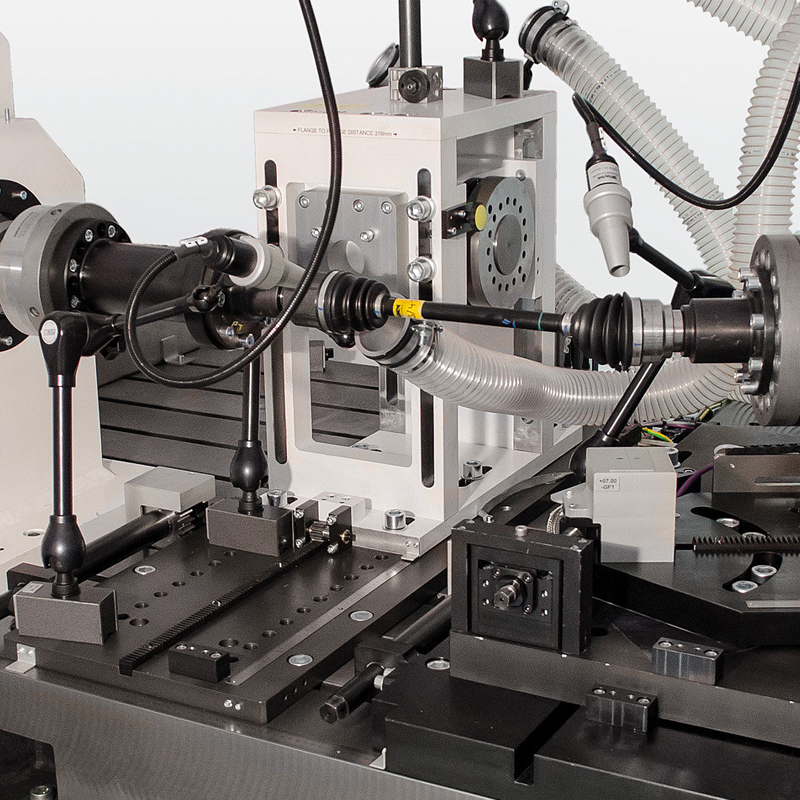
- 多通道复合疲劳耐久平台: 针对顶胶极其复杂的受力工况,我们不仅进行常规的单通道扭转,更启用了双通道与三通道疲劳测试平台。该平台能够直接读取主机厂采集的比利时路、搓衣板路等实车路谱(RLDA)。测试台架以数百赫兹的频率,日夜不休地对顶胶施加剧烈的轴向锤击与径向拉扯。普通工艺制造的竞品件往往在30万次循环时即发生粘接面撕裂,而光益的样件能够轻松经受住1,000,000次以上的复合疲劳破坏而不发生性能衰减。
- 极端环境老化交叉验证: 底盘件不仅要抗造,更要耐候。为了验证产品在全球极端气候下的可靠性,我们配套了耐臭氧老化试验箱、耐热老化试验箱及耐低温老化试验箱。将顶胶置于-40℃极寒至120℃持续高温的环境中进行严酷的冷热冲击循环,随后立即上机测试其推脱力与动态刚度。此外,我们公司具备卓越的设备研发能力,可以完全按照客户特殊的DVP(设计验证计划)测试需求,量身定制专属的测试平台。
结论:以极致底层智造赋能全球悬架系统集成
减震器顶胶作为汽车底盘运动学与NVH声学工程的重要交汇点,其设计与制造水平直接决定了整车悬架的高级感与操控安全性。从双路径隔振的CAE正向研发,到高阻尼配方的靶向调制;从低摩擦轴承的高精度集成,再到400T注射硫化与多通道疲劳打点的极限闭环验证,每一个微小的工程细节都考验着制造工厂的技术积淀。作为拥有SGS认证的IATF 16949质量体系及国家高新技术企业殊荣的直属智造工厂,江西光益减震系统有限公司始终致力于“为客户创价值”,成为全球客户最值得信赖的专业合作伙伴。如果您正面临新一代悬架平台的底盘异响、转向干涉或高频路噪等棘手问题,欢迎将您的整车载荷谱或3D边界模型提交给江西光益工程团队。我们将依托40年的减震数据库与全流程数字智造矩阵,为您量身定制OEM级的高可靠性减震解决方案!