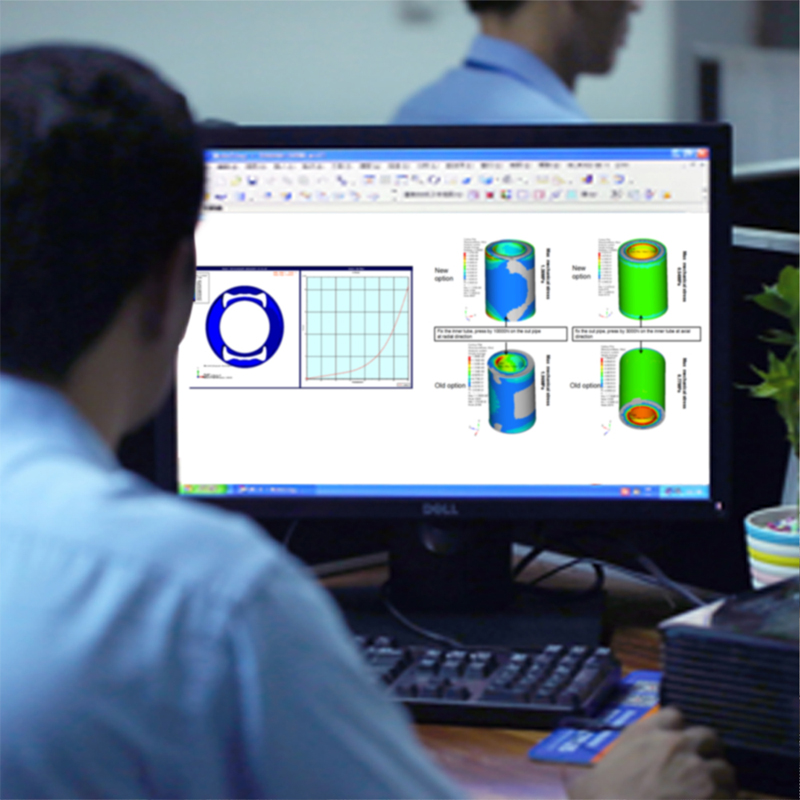
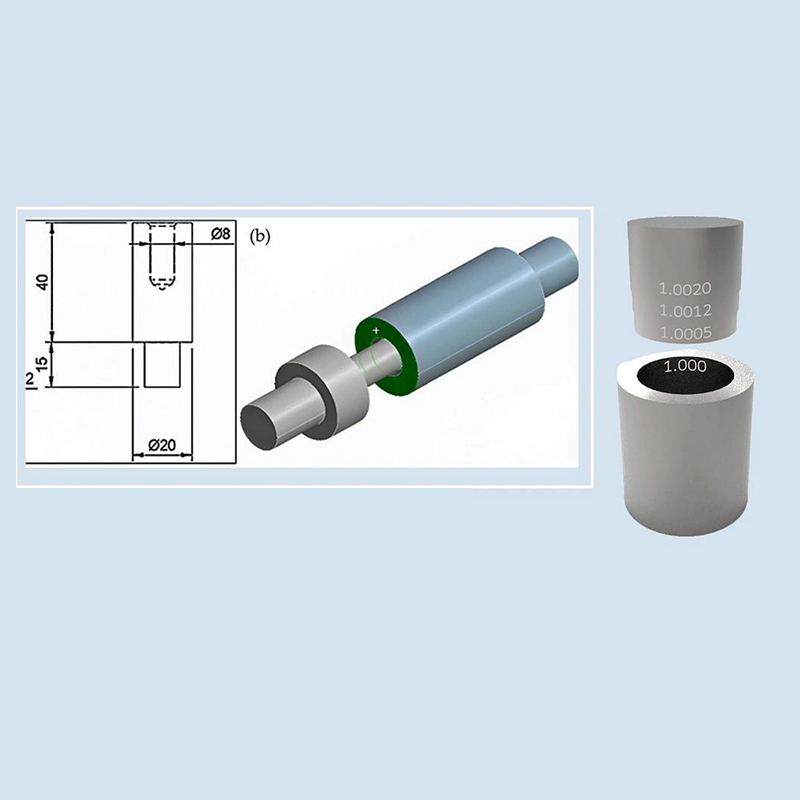
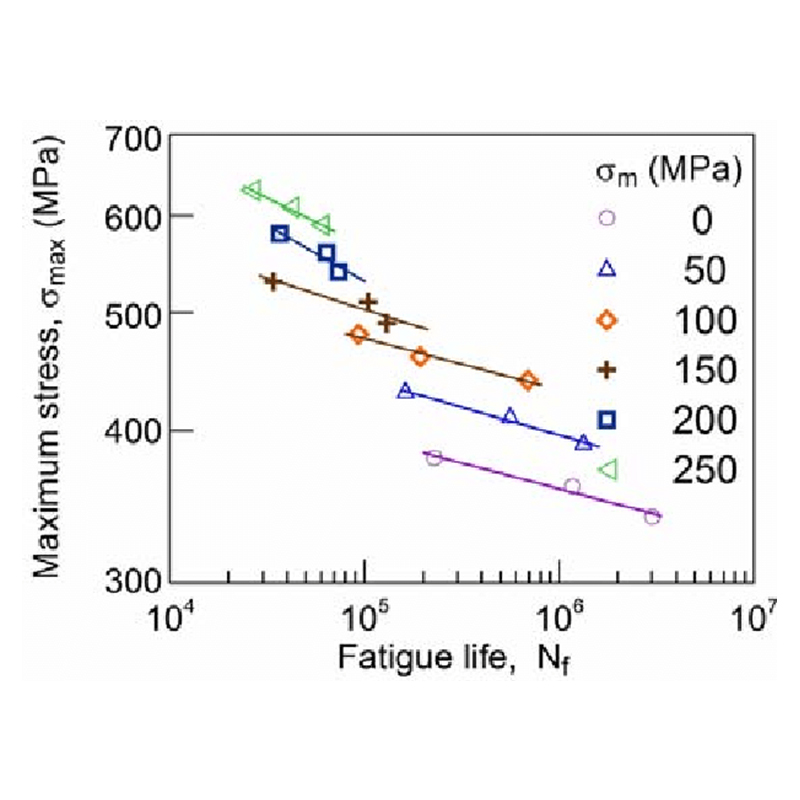
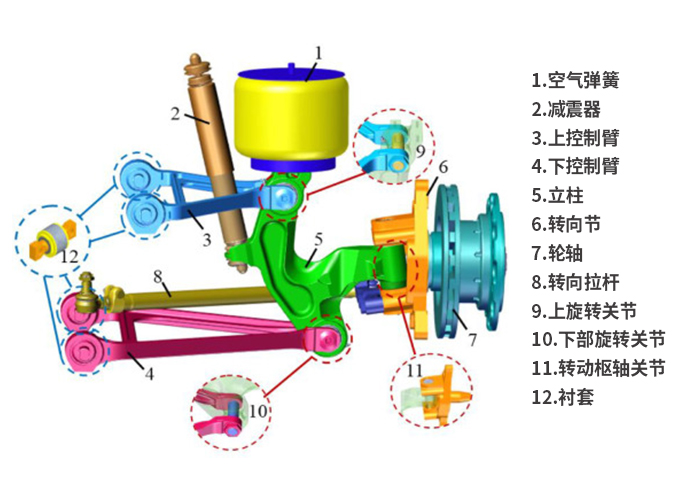
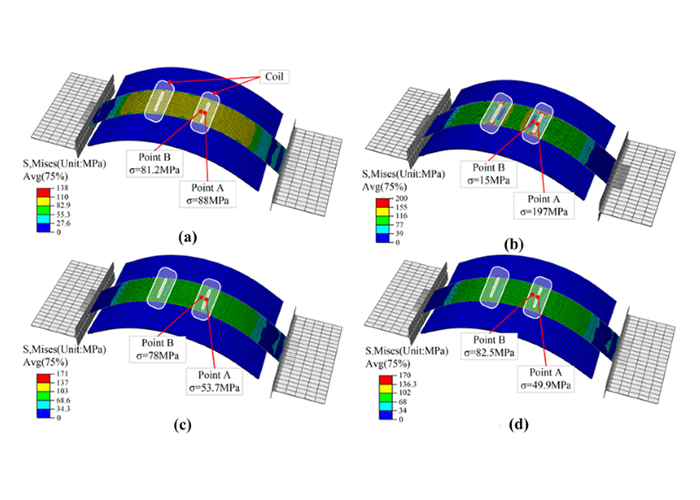
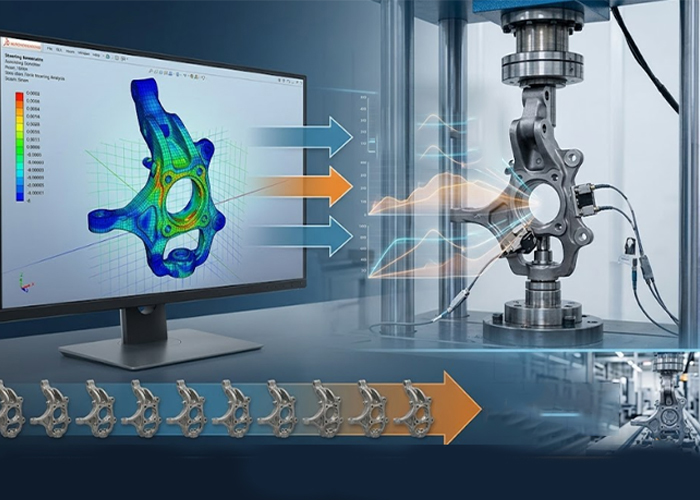
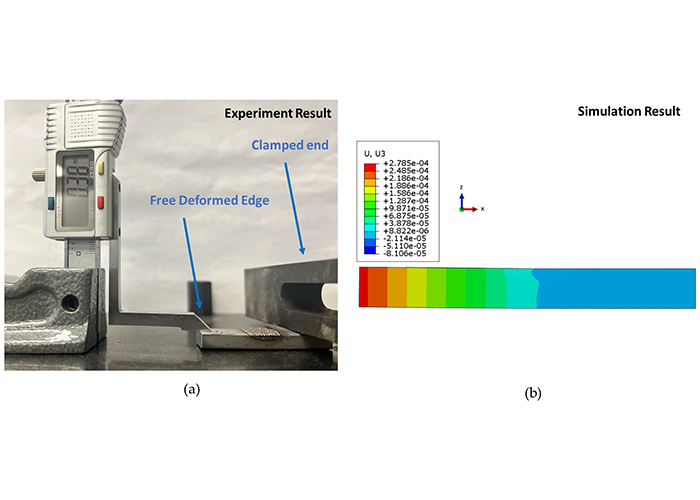
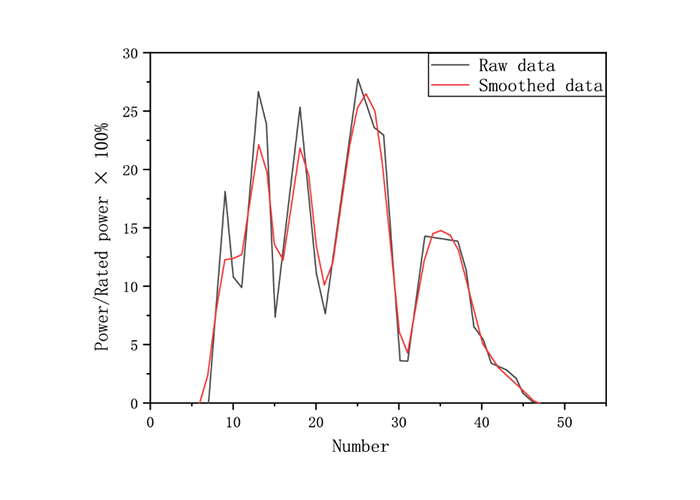
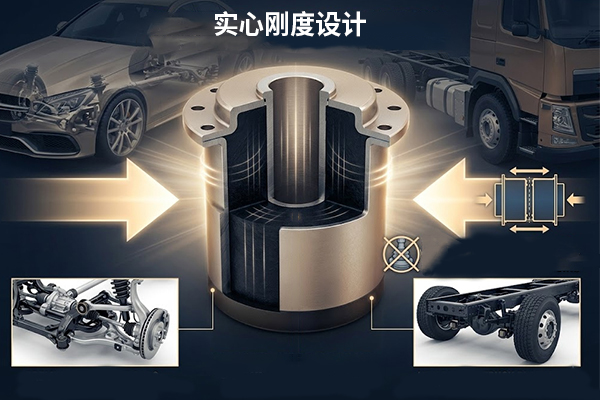
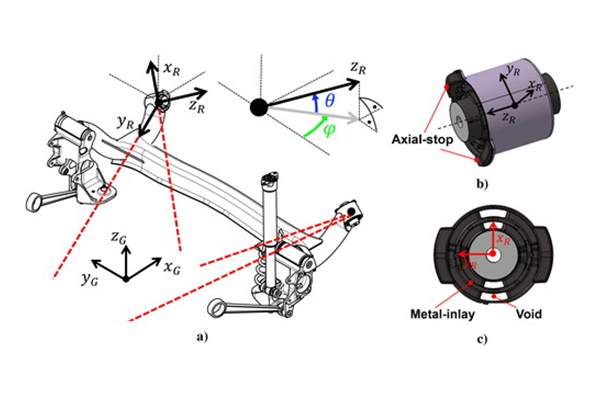
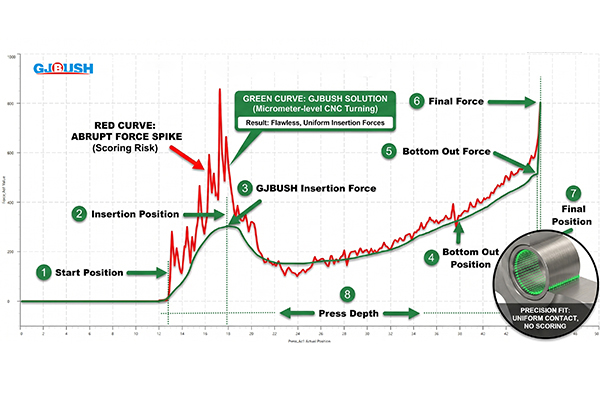
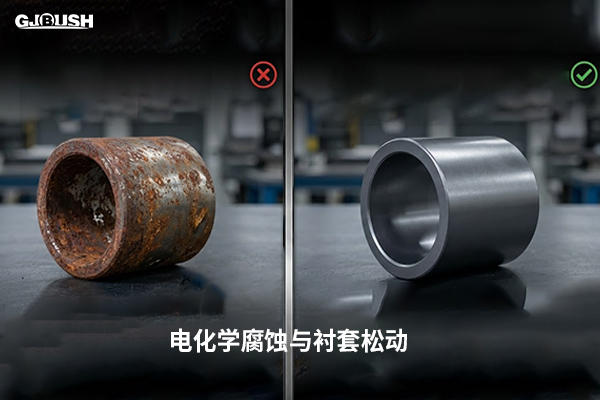
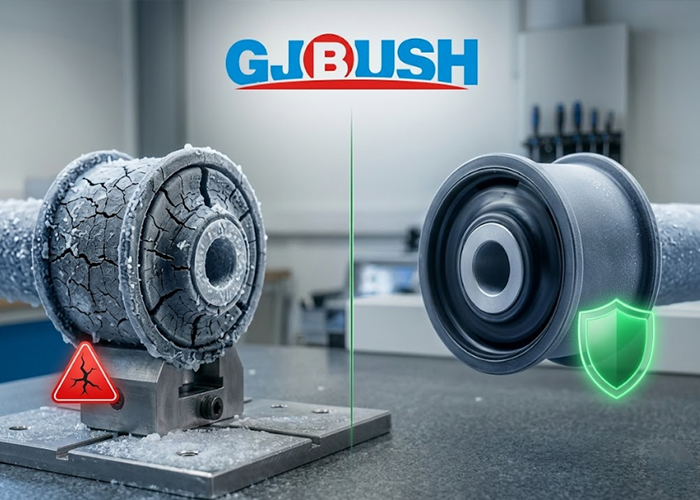
汽车主机厂与 Tier-1 级标定:高刚度转向节衬套 在 GJBUSH,我们深知底盘系统在应对多轴复合应力时,任何微小的几何偏摆都会导致操控精度的断崖式下降。我们作为拥有 28 年 OEM 制造经验的底盘部件源头工厂,通过 42CrMo 合金结构钢与玻纤增强 PTFE 的精密结合,为 Tier-1 供应商及底盘工程师提供绝对零游隙的球头衬套解决方案。 28年汽车前装供应链深耕:直供主机厂与 Tier-1 的制造底蕴 转向节衬套是决定整车操稳性与安全性的安全件。GJBUSH 拥有 28 年底盘系统级配套经验,我们的生产线、质量控制与技术输出完全围绕前装 OE 标准构建,是全球转向节总成厂与汽车巨头的战略合作伙伴。 严苛执行 IATF 16949 质量管理体系 我们的制造制程全面导入前装质量管控流,生产线具备极高的过程能力指数(Cpk),确保大批量交付时产品具备极低的 PPM 缺陷率,满足主机厂对前装零部件的零缺陷目标。 自主设计开发与同步研发能力 我们拥有独立的橡胶密炼中心与底盘 NVH 实验室,能够根据主机厂输入的悬架硬点载荷矩阵,直接进行衬套动静刚度比(Kd/Ks)的自主标定与配方调校。 前装级微米级过盈配合公差 衬套外壳全部采用冷拔无缝钢管,经 CNC 精密加工中心后道精车,外径公差严格锁定在微米级。这保证了在 Tier-1 自动装配线上,衬套压入铝合金或铸铁转向节孔位时的压装力与压拔力完全符合总成技术规范。 抗疲劳与耐久性跨越 拒绝任何售后市场的低标材质,全量采用定制高纯度天然橡胶与进口键合黏合剂,支撑起产品高强度的服役寿命,完美匹配主机厂整车质保要求。 产品结构解剖:满足 OEM 级严苛要求的无尘键合舱 面向主机厂的高品质转向节衬套是一个精密的高压受力舱,必须在复杂的空间交变载荷下,既能释放控制臂的空间扭转自由度,又能承受巨大的左右方向径向/侧向力。GJBUSH 重新解构了这一原装位配件的技术标准。 前装级厚壁金属内管 选用经过严格热处理的高拉伸强度钢材,确保承受转向节与控制臂螺栓极高的扭矩锁紧力,在长期动态交变应力下绝不发生轴向蠕变。 高分子抗撕裂改性天然橡胶 通过特殊的分子链段优化设计,提升了橡胶在连续多轴剪切载荷下的耐疲劳强度,并在配方中加入了前装级的防臭氧与抗老化剂。 全自动无尘涂胶与隧道烘干 金属骨架经酸洗磷化后,在十万级无尘自动化车间完成机器人精准涂胶与恒温固化。全程规避杂质污染,实现橡胶与金属牢固粘合,剥离强度高于行业标准,有效防止脱胶,保证长期使用性能。 研发引擎:前装同步研发中的多轴 FEA 仿真能力 在前装配套体系中,每一个衬套的几何构造都必须经过严谨的数字化推演。GJBUSH 研发中心作为主机厂的同步开发伙伴,全面运用 CAE 仿真技术在开模前对产品进行性能压榨。 悬架 K&C 目标分解与映射 接收主机厂提供的转向节载荷矢量后,利用 FEA 仿真模拟车辆在高速弯道、高减速度制动及极端恶劣路况下的应力分布,精准预测橡胶内部位移曲线。 动态应力优化与开裂预防 通过三维非线性有限元分析,精细调整橡胶内部空腔几何形态,彻底消除局部应力集中,从设计根源上预防橡胶脆裂与金属骨架疲劳受损。 大幅缩短 DV/PV 验证周期 通过数字仿真与实物测试的高契合度,确保首期交付给 Tier-1 转向节总成厂的样品即可满足一轮装车性能标定,大幅压缩新车型研发的时效周期。 精密制造:采用缩径工艺全面消除硫化拉应力 橡胶在经历 150°C 以上的高温硫化定型后,在冷却结晶过程中会发生天然的体积收缩,这会在衬套内部产生无法避免的向外拉伸残余应力。若不将该应力消除,衬套在后续承受多轴复合受力与空间扭转时,拉应力会加速高分子链段的断裂。GJBUSH 导入大吨位立式缩径工艺来重塑衬套内部的物理特性。 机械径向挤压重塑尺寸 硫化定型后的衬套会全量经过精密径向校准模具,对外壳施加均一的高压机械挤压,使其直径产生微米级的精确收缩。 变拉伸应力为有益的预压缩应力 缩径工艺的核心目的在于彻底消除产品在硫化过程中产生的向外应力,使橡胶分子结构处于高度致密、稳定的预压缩状态。 赋能百万次动态耐久性 处于预压缩状态下的橡胶在应对频繁的底盘多轴复合受力时,能够产生极强的抗疲劳裂纹扩展能力,这是 GJBUSH 零部件在主机厂苛刻的台架测试中表现优异的底层制造逻辑。 产品矩阵分类:实心高刚度与定向开槽设计 针对全球不同汽车平台的悬架学标定需求,GJBUSH 能够根据主机厂及 Tier-1 系统集成商的技术,定制生产两种完全不同受力特性的产品。 实心高刚度设计 橡胶衬套内部采用无空隙的全实心饱满充填。这类设计追求极限的径向刚度,旨在替代部分高性能车型上的 Pillow Ball 连接。它能死死抗住来自左右方向的巨大侧向力,锁死轮毂轴承座的动态四轮定位参数,为高端乘用车及重载越野卡车平台提供极致的底盘刚性支承。 定向开槽/弹性运动学设计 配合底盘 K&C 柔顺性标定,在橡胶基体内开设高精度的空间滑槽或空腔。此工艺能够实现衬套在不同轴向上的刚度解耦:在纵向上保持一定的柔顺性以吸收正面路面颠簸(优化 NVH),而在横向上维持极高刚度以确保转向响应速度,完美实现主机厂对高端底盘的多维度性能要求。 权威实验室:IATF 16949 标准下的 DV/PV 试验验证 GJBUSH 拥有完善的、符合主机厂标准的试验验证能力。针对每一款前装配套的转向节衬套,我们拒绝流于表面的检验,必须经历全套严格的 DV(设计验证)与 PV(生产确认)台架考核。 前装验证试验项目 主机厂 OEM / Tier-1 标准 GJBUSH 试验交付指标 核心工程保障目的 多轴动态疲劳试验 300,000 次循环 > 1,000,000 次交变循环 (无任何缺陷) 经得起百万次极端多轴受力考验,完美适配整车超长质保周期。 动静刚度测试 常规公差 ±15% 精密过程控制在 ±5% 范围内 确保大批量装配线上的零部件具备极高的性能一致性。 过盈配合拔出力 > 15 kN > 25 kN 以上 (依据孔径定制) 微米级 CNC 精车公差结合缩径,确保极限横向力下绝不位移。 高级耐腐蚀盐雾试验 240 小时无红锈 480 小时以上超强抗盐雾 外壳经汽车级电泳或锌镍合金电镀处理,无惧高盐雪路环境。 工业解决方案:破局转向节总成装配与极端环境失效 长期作为转向节 Tier-1 系统集成商的战略供应商,GJBUSH 积累了丰富的现场工程经验,能够针对总成压装过程及复杂气候下的系统级失效模式提供决定性的闭环方案。 压装力波动与羊角孔壁损伤 在 Tier-1 自动化总成装配线上,若衬套金属壳公差超标或失圆,会导致压装力瞬时飙升,进而刮伤铝合金羊角孔壁,引发整车批量召回风险。GJBUSH对策:我们全面采用冷拔无缝钢管进行 CNC 后道精车加工,并将尺寸及形位公差锁定在微米级,配合百分之百自动选别系统,确保装配线压装力完美恒定。 钢制衬套壳体直接压入铝合金转向节时,在潮湿及盐水环境下极易发生异种金属间的电化学腐蚀,导致安装孔位氧化变脆、衬套松动。GJBUSH对策: 我们的工程师针对铝件接触面开发了专用的汽车级防电化学腐蚀环保电泳层(E-coating)或高壁垒锌镍合金涂层,切断电荷路径,保障全生命周期咬合稳固。 工程师技术指南:Tier-1 采购与底盘工程师如何精准校准技术参数 在底盘转向节系统总成集成中,衬套是一个看似简单却控制整车动力学走向的精密关节。针对全球主机厂采购经理及 Tier-1 工程师在对接技术时常遇到的痛点,GJBUSH 提供以下深度选型建议 1. 如何通过调校刚度指标实现对“转向节衬套”零动态形变的替代? 许多设计团队在追求底盘极致的循迹性时,往往倾向于在图纸上规划全金属球面轴承,却经常在试制车出来后面临极高频路噪、桥端共振以及极短的零件服役寿命等痛点。合理的 OE 级破局思路是:保持衬套现有的原装位安装尺寸,但在技术规范中指定采用 75° 岸氏硬度的高刚度、低动静刚度比天然橡胶实心矩阵配方。同时,要求我们在机加工时微调内外金属管的壁厚比例。通过缩短橡胶层在横向(左右方向)上的形变厚度,配合缩径工艺给予的高预压缩力,能够使衬套在面对侧向载荷时的挤压弹性形变趋近于零,完美模拟全金属关节的直接响应,同时利用橡胶高分子的粘弹性阻尼特性,死死过滤掉高达数十赫兹的结构性噪声。 2.转向节孔位配合中的“公差陷阱”与外壳选材标准 后轮毂轴承座(羊角)的孔径是衬套的容身所。尤其是当下主流的轻量化铸铝转向节,其热膨胀系数与常规碳钢外壳存在显著差异。如果您在采购参数中仅给出了常规的宏观公差,或者允许供应商使用普通焊接有缝钢管通过冲压切断作为外套,那么外壳必然存在因微观各向异性导致的形位公差失圆。在极端高 g 弯道或剧烈路面冲击下,这种失圆会造成配合面夹紧力局部丧失,继而发生压装滑出或微观位移,导致底盘产生不可修复的金属相互敲击异响。我们建议在图纸中强制标明:外壳必须使用无缝钢管,且在历经缩径校准后,外圆必须执行 CNC 后道精车精磨,尺寸公差死守在 +/- 0.02mm 以内,并全量匹配动态压拔拉伸曲线检测。 3. 高纬度极寒气候下如何从配方层面阻断橡胶的“玻璃化失效” 如果您的整车平台需要在俄罗斯、加拿大或北欧等高纬度极寒地区投放,普通的底盘橡胶在气温跌落至 -30°C 至 -40°C 时,会迅速触发高分子物理特性的玻璃化转变。这会导致原本用于吸收扭转拉扯的橡胶分子链瞬间冻结,失去弹性的橡胶在承受悬架频繁上下跳动和多轴应力撕裂时,会在极短时间内发生干裂、分层脆断,并在低温下产生令人难以忍受的“咯吱”异响。在这些高寒车型的零部件开发规范中,必须要求供应商提供“深冻改性天然橡胶配方。GJBUSH 通过在前装天然橡胶基体中添加定制的低玻璃化温度合成酯类塑化剂与长链烷烃抗寒剂,能使衬套脆化点下探至 -45°C 以下,确保极寒工况下的低温韧性与键合层化学键的绝对安全。 供应链与商务 FAQ:关于前装开发周期、模具与产能配合 作为转向节 Tier-1 工厂,如果我们提供原厂羊角总成实物或 3D CAD 图纸,GJBUSH 的完整同步开发周期有多长? 在收到您的 3D CAD 模型或转向节硬点实物总成后,我们的前装研发团队将在 48 小时内完成 DFMEA 可行性评估。依托我们工厂内部的 CNC 模具加工中心,我们能在 15-20 天内完成首批 DV/PV 验证模具的设计与制造,并输出首批符合百万次疲劳测试标准的实物样品供您进行台架标定。 针对主机厂对大批量生产的一致性要求,GJBUSH 如何提供批量质量追溯证明? 我们完全按照 IATF 16949 的 PPAP Level 3 标准交付全套技术文档,包括详细的过程能力分析(Cpk/Ppk 均大于 1.33)、控制计划(CP)、失效模式分析(FMEA)以及每一批次原材料的质保书。此外,出厂的每个产品包装都带有可追溯的批次编码,可精准关联至当天的无尘涂胶参数、真空硫化曲线及缩径吨位压力记录。 与 GJBUSH 前装底盘工程方案专家直接对话 售后配件常见脱胶、松动、公差失准等质量问题。GJBUSH 深耕前装市场 28 年,可提供 OE 级转向节衬套供货,也可配合轻量化铝羊角项目同步研发。 直面主机厂与 Tier-1,无中间商。提交图纸、技术标准与性能要求,我们 24 小时出具工艺、验证方案及工厂报价。凭借 IATF 16949 体系,保障底盘产品品质稳定。 Name Email WhatsApp Message Send